
13
2025.8
автор
84
Объем чтения
1. История развития и процесс развития технологии сверлильных наконечников в области механической обработки
Сверла, как важный режущий инструмент, имеют историю, восходящую к доисторическим временам. Развитие технологии буровых наконечников является воплощением технологического прогресса человека и эволюции материаловедения.

Раннее развитие (от предыстории до Средневековья):
Доисторический период (ок. 35 000 до н.э.):Ранние Homo sapiens обнаружили, что для бурения можно использовать вращающиеся инструменты. Первоначально сверление проводилось с помощью гладких деревянных палочек с кремневыми наконечниками. К верхнему палеолиту материал расширился до костей, раковин и рогов.
Древнеегипетский период:Древние египтяне в основном использовали дерево в качестве дрели для создания вращательного движения путем намотки деревянных палочек на тетиву. Эти дрели используются не только для разжигания пожаров, но и для деревообработки, стоматологии, обработки камня.
13 век:Люди начали использовать металл в качестве дрели. Использование медных листов внутри трубчатых палочек позволяет сверлить отверстия путем шлифовки внешней области и снижает повреждение материала.
Древний Рим и Китай:Римляне изготавливали шнеки (шнеки) для строительства и металлообработки. Около 200 г. до н.э. Китай добился значительных успехов в технологии буровых долот, разработав усовершенствованные сверла и шнеки для деревообработки, каменной кладки и лечения. Более того, Китай стал пионером в области технологии глубокого бурения, пробурив соляные скважины глубиной более 1000 футов для соляной промышленности.
Средневековье и Ренессанс:В этот период буровые инструменты и сверла были усовершенствованы, в основном благодаря развитию кузнечного дела и металлургической технологии.

Современное развитие (19 - начало 20 века):
1806: Первая зарегистрированная скважина с пружинными штангами в Соединенных Штатах была пробурена на глубину 58 футов, заложив основу для бурения пружинных штанг в нефтяной промышленности.
1821: Первая скважина в Соединенных Штатах, предназначенная для добычи природного газа, пробурена во Фредонии, штат Нью-Йорк. 1825: Запатентована четырехногая буровая вышка, а конструкция изготовлена из квадратного дерева.
1844: Брантон изобретает первую механизированную ударную дрель, которая использует сжатый воздух для создания удара. 1861: Стивен С. Стивен А. Морзе изобрел спиральное сверло и запатентовал его в 1863 году. Его конструкция улучшила неэффективное сверло лопатой того времени, отводя стружку от режущего конца через спиральную канавку, уменьшая засорение и улучшая качество резки. С тех пор основной дизайн крутящихся бриллиантов мало изменился.
1863: Питер Суини внес значительные усовершенствования в технологию вращательного сверления, основанную на конструкции Роберта Беарта, что позволило обеспечить практически непрерывное бурение и улучшенную очистку скважин. Начало 1900-х годов (нефтегазовая промышленность): Появилась технология роторного бурения с использованием паровых буровых установок и простых плоских долот типа «рыбий хвост». Буровые коронки типа «рыбий хвост» хорошо работают в мягких породах, но быстро изнашиваются в твердых породах.
1909: Говард Хьюз-старший и Уолтер Шарп запатентовали двухконусное роликовое сверло. Дрель заменяет тупое сверло типа «рыбий хвост» с двумя стальными конусами, которые входят в зацепление друг с другом, каждый из которых имеет множество зубьев или лезвий. При вращении бурового долота конус свободно катится по подшипнику и дробит породу, а не скребется, что значительно повышает эффективность бурения в средних и твердых породах.
1917: Форма современной ручной дрели, включая пистолетную рукоятку и пусковую кнопку спускового крючка, была заимствована из патента компании Black & Decker. 1933: Разработаны трехконусные роликовые коронки, обеспечивающие более эффективные и сбалансированные реза, став рабочей лошадкой середины 20-го века.
Современное развитие (с 70-х годов 20 века по настоящее время):
С 1970-х годов по настоящее время:Были представлены буровые коронки из поликристаллического алмазного композита (PDC), которые произвели революцию в технологиях бурения благодаря своей высокой прочности и более высокой механической скорости бурения (ROP), особенно для сланцевых и других абразивных пластов. Буровые коронки PDC не имеют движущихся частей и бурят очень быстро во многих пластах.
2000-е годы:Внедрение термостабилизированного инструмента PDC (TSP) позволяет резать более твердые породы даже при высоких температурах.
Современный:Современные сверла сочетают в себе передовые технологии инструментов, 3D-моделирование и обратную связь в режиме реального времени с помощью цифровых систем. Например, технология бесщеточного двигателя повышает мощность и долговечность сверл. Технология невидимого сверла позволяет сверлу работать более прямо, создавать более качественные отверстия и равномерно изнашивать сверло, уменьшая стружкодробление. При проведении операций гидроразрыва пласта гибридные инструменты упрощают процесс бурения.
2. Предпосылки и инновационные возможности технологии некоаксиальных спиральных наконечников сверл
Предпосылки для открытий и возможности для инноваций в основном связаны с признанием эксплуатационных ограничений традиционных сверл и необходимостью более высокой точности, эффективности и стойкости инструмента.

Предыстория находки:
Сложность и ограничения традиционной геометрии сверления:Геометрия спиральных сверл очень сложная, хотя с 1861 года Стивен Р. Базовая конструкция не претерпела существенных изменений с момента ее изобретения, но все еще есть возможности для оптимизации с точки зрения силы резания, крутящего момента, стружкодробления и качества отверстий. Традиционные наконечники спиральных сверл обычно имеют коаксиальную спиральную конструкцию поверхности, то есть ось спиральной поверхности совпадает с осью корпуса сверла. Такая конструкция может привести к чрезмерным силам резания, плохой эвакуации стружки, неравномерному износу инструмента и проблемам с качеством отверстий (например, расслоению, заусенцам, сколам и т. д.) при определенных условиях обработки.
Задачи в области микробурения:С развитием технологии миниатюризации растет спрос на микропористую обработку. Микросверла сталкиваются с более серьезными проблемами в процессе обработки, такими как легкая поломка, трудности с эвакуацией стружки и трудности с контролем качества отверстий. Режущая способность и стабильность традиционных коаксиальных конструкций могут не соответствовать требованиям высокой точности при размерах микросверл. Оптимизация сил резания, температуры и износа: В процессе сверления силы резания, температура инструмента и износ являются критическими факторами, влияющими на эффективность обработки, стойкость инструмента и качество отверстий. Исследователи стремились уменьшить эти недостатки за счет оптимизации геометрии наконечника бура. Например, уменьшение длины наконечника сверла может значительно снизить усилие сверления, температуру инструмента и износ.
Инновационная возможность:
Разработки в области математического моделирования и методов симуляции:Благодаря достижениям в области автоматизированного проектирования (САПР) и анализа методом конечных элементов (МКЭ) исследователи могут математически моделировать и симулировать сложную геометрию наконечников сверл с большей точностью. Это позволяет прогнозировать влияние различных геометрий наконечников сверла на производительность резания еще до фактического изготовления, что ускоряет изучение и проверку новых конструкций. Например, геометрические параметры некоаксиального наконечника спирального сверла рассчитываются с помощью программного обеспечения MATLAB, а моделирование микросверления выполняется с помощью программного обеспечения DEFORM-3D.
Глубокое понимание механизмов стружкообразования и эвакуации стружки:Изучение механизмов стружкообразования, обжима и выброса показывает, что оптимизация морфологии стружки имеет решающее значение для повышения производительности бурения. Конструкция с некоаксиальной спиральной поверхностью позволяет повысить эффективность эвакуации стружки и уменьшить засорение стружки и накопление тепла за счет изменения геометрии режущей кромки для влияния на закручивание стружки и траекторию выгрузки. Анализ характера износа инструмента: Благодаря подробному анализу характера износа инструмента было обнаружено, что традиционные наконечники сверл изнашиваются больше всего в определенных областях процесса резания, таких как угол режущей кромки и поперечная кромка. Некоаксиальная конструкция предназначена для оптимизации распределения усилия в этих критических зонах и увеличения срока службы инструмента.
Опасения по поводу дефектов качества отверстий:Распространенные дефекты качества отверстий во время сверления, такие как расслоение, сколы, заусенцы и шероховатость поверхности, побудили исследователей изучить новую геометрию наконечников сверл для решения этих проблем. Некоаксиальные спиральные наконечники сверл помогают улучшить целостность отверстий и качество поверхности за счет оптимизации распределения силы и тепла во время резки.
Развитие технологии шлифования с ЧПУ: Появление передового производственного оборудования, такого как шестиосевые шлифовальные станки с ЧПУ, сделало возможным производство микросверл со сложной некоаксиальной геометрией спиральной поверхности, превращая теоретические проекты в практические продукты.
Таким образом, открытие некоаксиальной технологии спиральных наконечников сверла основано на глубоком понимании узких мест производительности традиционных сверл, а благодаря передовому математическому моделированию, симуляции и производственным технологиям направлено на решение конкретных задач обработки и достижение более высокой производительности сверления.
3. Геометрическая структура традиционного коаксиального спирального наконечника сверла и некоаксиального спирального наконечника сверла
Основное геометрическое различие между традиционным наконечником коаксиального спирального сверла и некоаксиальным спиральным сверлом заключается в соотношении между осью поверхности спирали и осью корпуса сверла.
1. Традиционное коаксиальное спиральное сверло:
Определение:Спиральная ось канавки и режущей кромки обычного спирального сверла совпадает с главной осью сверла (т.е. осью корпуса сверла).
Геометрические особенности:
Спиральная канавка: спираль вдоль оси сверла для эвакуации стружки и направления подвода СОЖ.
Режущие кромки: Образованный пересечением спиральной канавки и конуса наконечника сверла, он является основной режущей частью.
Кромка долота: расположена в центре наконечника сверла, соединяя две режущие кромки, обычно это область с наибольшей силой сверления.
Угол острия: угол между двумя режущими кромками наконечника сверла, обычно 118° и 135°. 118° для мягких металлов и 135° для твердых материалов и ручного сверления.
Угол зазора: угол между задней частью режущей кромки и поверхностью заготовки для уменьшения трения.
Сложность: Несмотря на кажущуюся простоту, геометрия спирального сверла сложна, а логика резания включает в себя несколько углов и поверхностей. Преимущества: Относительно простая конструкция, легкость в изготовлении, высокая универсальность, широко используется при сверлении различных материалов. Ограничения: При определенных экстремальных условиях (таких как микросверление, обработка твердых материалов) могут возникнуть такие проблемы, как высокая сила резания, плохая эвакуация стружки, низкое качество отверстий и быстрый износ инструмента.
2. Некоаксиальное винтовое боковое микросверло:
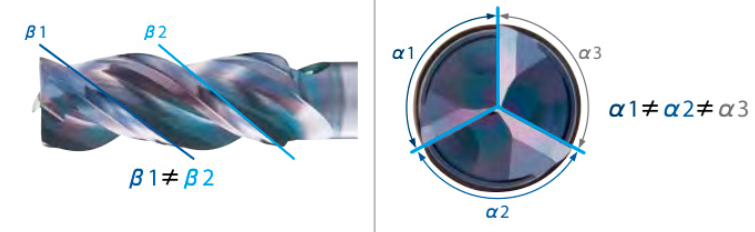
Определение:Между осью спирали и осью тела сверла некоаксиального наконечника спирального сверла имеется угол (φ, то есть ось поверхности спирали и главная ось сверла не совпадают. Эта конструкция часто применяется к микросверлам для оптимизации их режущей способности.
Геометрические особенности:
Отклонение оси винтовой поверхности:В этом и заключается основная особенность. Формируя угол между осью спиральной поверхности и осью корпуса сверла, можно изменить геометрию режущей кромки, особенно площадь поперечной кромки и угол наклона режущей кромки.
Оптимизированная поперечная кромка:Некоаксиальные конструкции часто сочетаются с такими методами, как «утончение кромки долота крестообразной формы». За счет уменьшения длины поперечной кромки можно значительно снизить усилия сверления, температуру инструмента и износ. Для микросверл без поперечных кромок крутящий момент и температура инструмента могут быть выше, что может привести к образованию длинных полос стружки.
Регулировка геометрии режущей кромки:Эта некоаксиальная конструкция обеспечивает более гибкую регулировку переднего угла, угла наклона кромки, толщины неразрезаемой стружки и ширины неразрезанной стружки режущей кромки, оптимизируя процесс резки.
В следующей таблице приведены основные различия между двумя геометриями наконечников сверла:
|
|
|
|
|---|---|---|
| Ось спиральной плоскости |
|
|
| Горизонтальное лезвие |
|
|
| Сколько существует режущих кромок? |
|
|
| Сложность изготовления |
|
|
| Ключевые преимущества: |
|
|
| Типичные области применения: |
|
|
Технология некоаксиальных спиральных наконечников сверла представляет собой важное направление развития геометрии сверлильных наконечников, и благодаря точному геометрическому контролю достигается более глубокая оптимизация процесса сверления.