ДомТехнические статьиИсследовано влияние остаточного напряжения фрезерования на деформацию старения тонких пластинчатых деталей из циркониевого сплава
25
2025.9
администратор
автор
Предоставить общий доступ
148
Объем чтения
Исследовано влияние остаточного напряжения фрезерования на деформацию старения тонких пластинчатых деталей из циркониевого сплава
Влияние параметров фрезерования на деформацию тонкостенных деталей из циркониевого сплава
1Знакомство
Тонкопластинчатые детали из циркониевого сплава в основном используются в компонентах ядерных реакторов или конструкциях космических аппаратов и предъявляют строгие требования к точности обработки, но из-за характеристик тонкостенной структуры они очень подвержены деформации из-за остаточного напряжения во время обработки, что влияет на точность размеров и эксплуатационные характеристики. В связи с этим большое значение имеет изучение влияния остаточного напряжения на деформацию обработки листа циркониевого сплава и метод контроля для удовлетворения реальных технических требований。 По механизму образования остаточное напряжение, вызывающее деформацию тонкостенных деталей из циркониевого сплава, можно разделить на начальное остаточное напряжение и остаточное напряжение, вызванное обработкой。Факторы, влияющие на общую деформацию деталей листового сплава циркония, очень сложныПеред обработкой деталей заготовка прокатывается и отжигается, а внутреннее остаточное напряжение находится в сбалансированном состоянии. В процессе фрезерования материал поверхности детали удаляется, что приводит к первоначальному выбросу остаточного напряжения, и общая деформация деталей велика. Гао Х. и др.Изучено влияние начального остаточного напряжения и эквивалентной жесткости на изгиб на деформацию тонкостенных деталей. Zheng J. Y. et alИзучено влияние начального остаточного напряжения и стратегии траектории инструмента на деформацию тонкостенных алюминиевых деталей. Li X. и др.Проанализирована взаимосвязь между начальным остаточным напряжением и припуском на чистовую отделку, а также установлена модель прогнозирования деформаций тонкостенных деталей. В то же время неравномерная пластическая деформация и изменения температуры, происходящие во время фрезерования, приведут к возникновению новых остаточных напряжений, а именно остаточных напряжений фрезерования. Чжан З. и др.Построена модель прогнозирования деформаций тонкостенных деталей с использованием нового метода расчета остаточных напряжений при механической обработке. Li Y. и др.Изучено влияние остаточного напряжения механической обработки на деформацию тонкостенных пластин путем принятия остаточного напряжения механической обработки в качестве эквивалентного крутящего момента. Zhou J. et alГиперболическая тангенсная функция используется для представления распределения остаточных напряжений при торцевом фрезеровании, а также устанавливается корреляционная связь между профилем остаточного напряжения и прогибом тонкого листа при изгибе.Совместное воздействие двух остаточных напряжений затрудняет точное прогнозирование общей деформации детали в процессе обработки, что приводит к снижению точности обработки детали, влияя на сборку и даже производя несоответствующие изделия, увеличивая стоимость изготовления. После завершения обработки деталей, после периода старения, внутреннее остаточное напряжение медленно высвобождается, вызывая новую деформацию, что снижает точность сохранения детали и влияет на производительность изделия.Подводя итог, можно сказать, что в данной работе используется циркониевый сплавПутем сбора соответствующих данных в процессе фрезерования получены данные об остаточном напряжении и деформации детали поверхности фрезерования тонкостенных деталей из циркониевого сплава при различных параметрах и проанализированы результаты, а также получено оптимальное сочетание технологических параметров для минимальной деформации механической обработки при условии учета исходного состояния тонкостенных деталей из циркониевого сплава.
2Проектирование схемы испытаний
2.1Сырье и схемы зажима
В качестве сырья были выбраны девять пластин из циркониевого сплава размерами 195 мм × 57,8 мм × 4,5 мм. Испытательное приспособление в основном включает в себя приспособление для опорной плиты и неподвижное приспособление, приспособление для опорной плиты требует измерения остаточного напряжения в зажатом состоянии, поэтому необходимо спроектировать приспособление для опорной плиты, которое можно снять с динамометра вместе с деталью. Крепежные приспособления крепят детали к креплениям опорной плиты (см.Рисунок 1), и нет никаких помех для инструмента во время обработки и нет помех для датчика при измерении напряжения. Два отверстия для болтового крепления, пазы для прижимных деталей и прижимных деталей после деформации хомута, общей толщиной 6 мм и глубиной промежуточной канавки 2 мм.Рисунок 1Фактический эффект зажима
2.2Проектирование схемы обработки
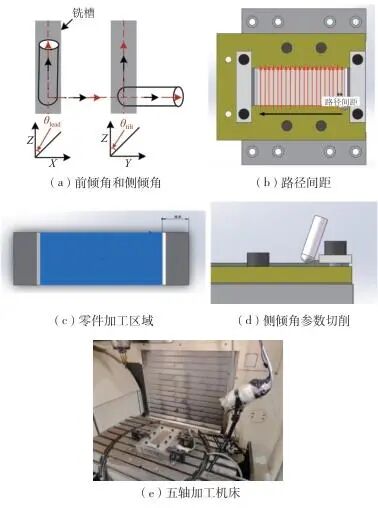
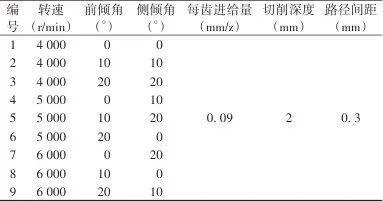
Для того чтобы понять влияние различных факторов и их взаимодействий на распределение остаточных напряжений и деформаций тонких пластин, было разработано 9 групп трехфакторных и трехуровневых ортогональных испытаний. Все образцы листов из циркониевого сплава отжигаются и состариваются перед обработкой, чтобы обеспечить постоянное состояние их напряжений и избежать ошибок, вызванных неравномерным начальным напряжением. Используемые технологические параметры в основном включают скорость вращения шпинделя, угол наклона, угол валка, подачу на зуб, глубину резания и расстояние между траекториями. Среди них скорость вращения шпинделя — это количество оборотов шпинделя в минуту, а угол наклона — инструмент вХОЗВ самолете сZУгол наклона вала и угол наклона валка являются инструментом вЁЗВ самолете сZугол оси (см.Рисунок 2a), подача на зуб – смещение фрезы относительно заготовки в направлении подачи при каждом обороте межзубного угла многозубой фрезы, глубина резания – вертикальное расстояние между обрабатываемой поверхностью и обрабатываемой поверхностью при резке заготовки, а расстояние между траекториями – расстояние между каждой траекторией (см.).Рисунок 2b)。 В этом тесте параметрами процесса являются скорость вращения шпинделя, передний угол наклона и угол наклона, а глубина реза поддерживается на уровне 2 мм, подача на зуб составляет 0,09 мм/z, а ширина реза - 0,3 мм. Во избежание помех при обработке, вызванных положением инструмента (см.Рисунок 2d), выберите для фиксации крепежный болт с меньшей высотой. Резка шариковым инструментом диаметром 10 мм испытывается на 5-осевом обрабатывающем центре DMU 60 Mono Block с охлаждающей жидкостью, такой как ...Рисунок 2e. Основываясь на инженерном опыте, в качестве входных переменных выбираются положение инструмента и скорость вращения шпинделя пятиосевого фрезерного обрабатывающего центра, которые оказывают значительное влияние на остаточное напряжение, а другие параметры процесса остаются неизменными, такие какТаблица 1показывать.Рисунок 2Проектирование схемы обработки
Таблица 1Обработка тестовых параметров
2.3Схема измерения сигнала
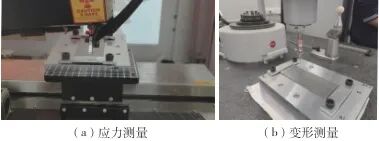
Измерьте начальное напряжение детали в состоянии зажима перед обработкой, например,Рисунок 3a, в измерительном приборе используется манометр PROTO XRD. В процессе обработки используется манометр силы для измерения сигнала силы в процессе обработки, инфракрасный тепловизор используется для измерения сигнала температуры, микрофон используется для измерения сигнала шума, а измеритель мощности используется для измерения сигнала мощности. Измерьте остаточное напряжение в зоне обработки детали в состоянии зажима сразу после обработки, отпустите зажим после измерения напряжения и измерьте деталь на координатно-измерительной машине Leitzpmm-CZдеформация направления, например,Рисунок 3b, чтобы обеспечить согласованность данных измерений во времени, напряжение и деформация гарантированно измеряются в течение одной недели. После завершения обработки обработанные тонкостенные детали состаривают, то есть помещают в ящик для хранения при комнатной температуре на 30 дней, а затем снова измеряют напряжение и деформацию участка обработки тонкостенных деталей. Для области измерения напряжений и точки измерения, учитывая ширину переходной области, ширину неподвижного приспособления и область интерференции прибора измерения напряжений, длина средней области установлена равной 120 мм, ширина - 44 мм, направление длины - 7 точек, расстояние между точками - 20 мм, направление ширины - 5 точек, расстояние между точками - 11 мм, а данные о напряжении в 35 точках измеряются для каждой детали.Рисунок 3Процесс сбора данных
3Закон деформации обработки тонкостенных деталей из циркониевого сплава
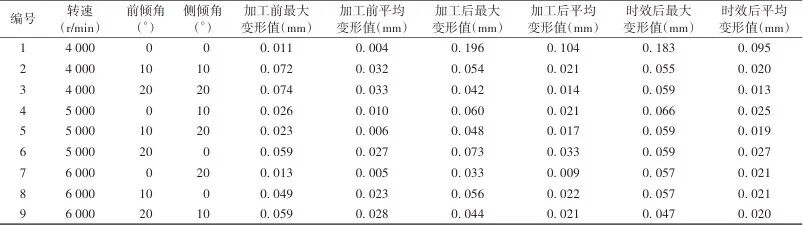
На основе расчетных технологических параметров проанализирована деформация 9 групп тонкостенных деталей при различных технологических параметрах. Данные контрольной точки плоскости тонкостенной детали обрабатываются, и данные точки измерения четырех углов прямоугольной тонкостенной детали используются в качестве точки отсчета для установления датума. В любой точке плоскостного положения (поXиYОтносительная разница высот между точкой данных и плоскостью отсчета испытания плоскости тонкостенной детали представляет собой значение деформации обработки тонкостенной детали, и по очереди анализируются 9 групп испытаний, а максимальные и средние значения деформации суммируются до, после и после старенияТаблица 2показывать.
Таблица 2Параметры обработки и результаты деформаций
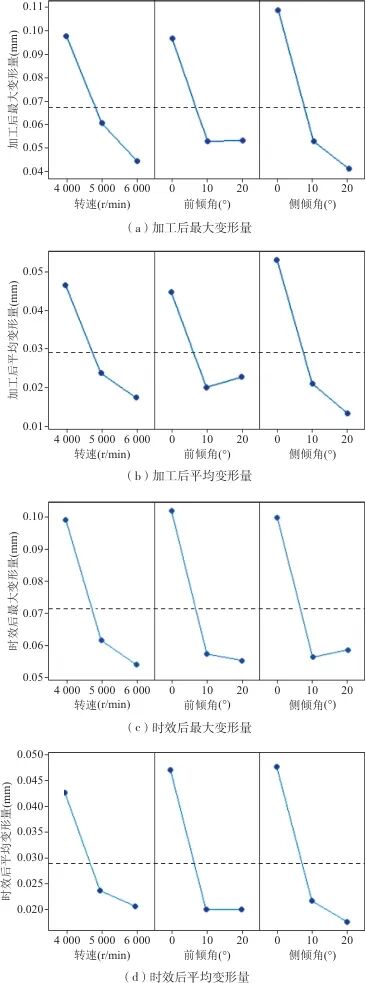
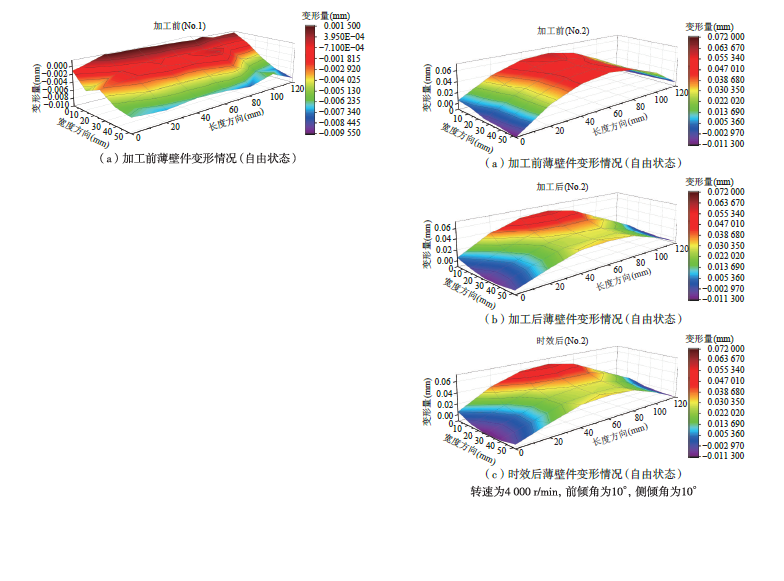
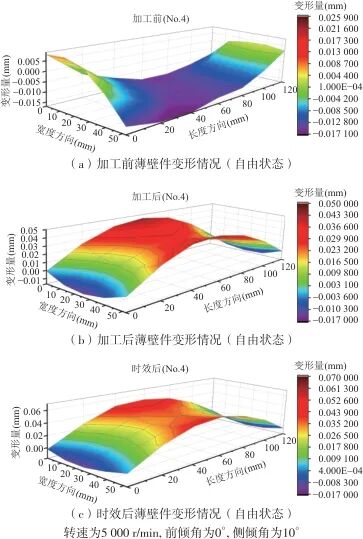
Основной эффект анализа результатов испытаний при различных комбинациях параметров обработки (см.).Рисунок 4)。 Максимальная и средняя деформации тонкостенных деталей после обработки и старения в основном совпадают с технологическими параметрами и монотонно уменьшаются с увеличением скорости вращения, угла наклона и угла проката. Максимальное значение деформации уменьшилось с 0,108 мм до 0,041 мм, а среднее значение уменьшилось с 0,053 мм до 0,013 мм при увеличении угла крена с 0° до 20°. На максимальную величину деформации тонкостенных деталей после старения сильно влияет скорость вращения, а величина максимальной деформации уменьшается с 0,099 мм до 0,054 мм в процессе увеличения скорости вращения с 4 000 об/мин до 6 000 об/мин, причем на среднее значение больше всего влияет угол проката, а средняя деформация уменьшается с 0,048 мм до 0,018 мм в процессе увеличения угла вращения от 0° до 20°.Рисунок 4Анализ основного эффекта полученных результатов при комбинации различных параметров обработкиПроведен анализ деформации тонкостенных деталей при условии параметра испытания 1 (см.).Рисунок 5)。 Перед механической обработкой поверхность детали наклоняется по направлению ширины, что связано с тем, что в процессе получения плоскости отсчета точки вокруг тонкостенной детали не находятся в одной горизонтальной плоскости, в результате чего происходит наклон плоскости отсчета, что в свою очередь влияет на расчет относительной разницы высот. После того, как обработка завершена, тонкостенные детали находятся на линииZДеформация тонкостенных деталей при механической обработке в основном проявляется в направлении длины тонкостенных деталей (геометрический размер тонкостенных деталей больше), а величина деформации, производимой в направлении ширины, невелика. Деформация тонкостенных деталей после старения уменьшается по сравнению с деформацией после обработки, а выступающая деформация по ширине тонкостенных деталей может наблюдаться по результатам испытаний.
Рисунок 5Деформация тонкостенных деталей при условии параметра испытания 1
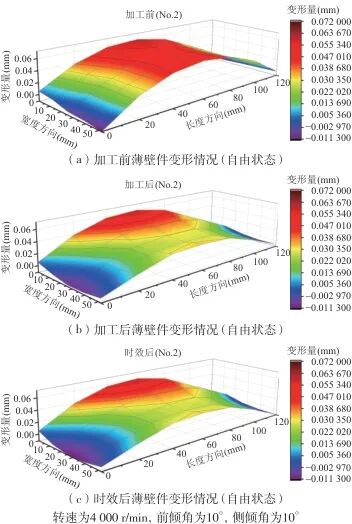
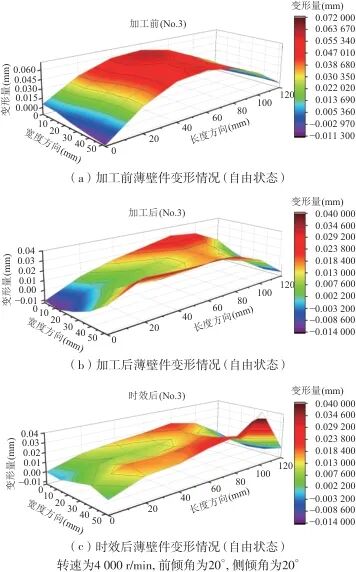
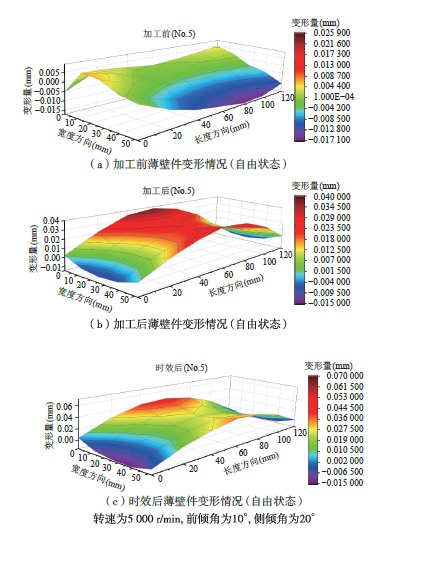
Проведен анализ деформации тонкостенных деталей при условии параметра испытаний 2 (см.).Рисунок 6)。 Перед обработкой тонкостенные детали по линииZВал выступает и деформируется в положительную сторону, а вдоль него обрабатываются тонкостенные деталиZВыступающая деформация, возникающая в положительном направлении оси, уменьшается на 0,018 мм. Деформация обработки тонкостенных деталей в основном определяется повышенной деформацией в направлении длины, но направление ширины вызывает небольшую деформацию депрессии, приводящую к деформации седловой поверхности тонкостенных деталей. Деформация тонкостенных деталей после старения практически такая же, как и после обработки, и при этом все равно проявляется деформация поверхности седла.Рисунок 6Деформация тонкостенных деталей при условии параметра испытания 2Проанализирована деформация тонкостенных деталей при условии параметра испытаний 3 (см.).Рисунок 7)。 Перед обработкой тонкостенные детали по линииZВал выступает и деформируется в положительную сторону, а вдоль него обрабатываются тонкостенные деталиZВыступающая деформация в положительном направлении вала значительно уменьшается, но вогнутая деформация в направлении ширины тонкостенной детали значительно увеличивается, в результате чего происходит более значительная деформация седловой поверхности тонкостенной детали. Кроме того, геометрические размеры вокруг тонкостенных деталей явно не находятся в одной плоскости, а это значит, что тонкостенные детали были скручены и деформированы по длине. Деформация тонкостенных деталей после старения на 0,017 мм больше, чем после обработки, и деформация поверхности седла уменьшается, но вблизи широкой кромки тонкостенных деталей все еще наблюдается большая деформация.Рисунок 7Деформация тонкостенных деталей при условии параметра испытания 3Проведен анализ деформации тонкостенных деталей при условии параметра испытаний 4 (см.).Рисунок 8)。 Начальная деформация детали перед механической обработкой невелика, поZДеформация депрессии происходит в отрицательном направлении вала, но при этом происходит определенная деформация выпуклости по направлению ширины тонкостенной детали, в результате чего кромка тонкостенной детали поднимается. После обработки тонкостенные детали находятся на линииZПоложительное направление вала сильно деформируется, и тонкостенная деталь изменяется от вогнутой деформации к повышенной деформации, а также показывает измененную форму седловой поверхности. Деформация тонкостенных деталей после старения незначительно увеличивается на 0,006 мм по сравнению с деформацией после обработки, что доказывает, что естественная обработка старением не уменьшает деформацию, вызванную тонкостенной обработкой. Деформация депрессии тонкостенных деталей по направлению ширины уменьшается, а деформация поверхности седла пологая.Рисунок 8Деформация тонкостенных деталей при условии параметра испытания 4Проанализирована деформация тонкостенных деталей при условии параметра испытания 5 (см.).Рисунок 9)。 Общая деформация детали перед механической обработкой небольшая, но в месте пересечения длинной и широкой сторон тонкостенной детали имеется большая деформация. По сравнению с тем, что было до обработки, тонкостенные детали находятся в процессеZДеформация в положительном направлении вала большая с шагом 0,025 мм, а на тонкостенной части видна деформация поверхности седла. Деформация тонкостенных деталей после старения на 0,011 мм больше, чем после обработки, и хотя общая деформация тонкостенных деталей увеличивается, деформация поверхности седла более щадящая, чем до старения.
Рисунок 9Деформация тонкостенных деталей при условии параметра испытания 5
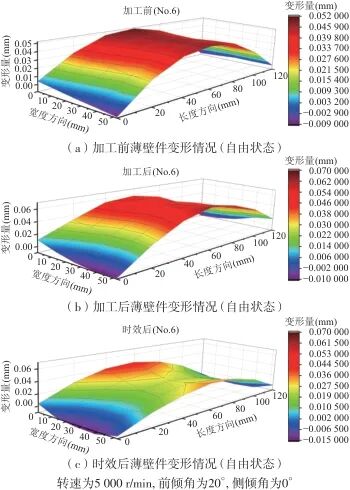
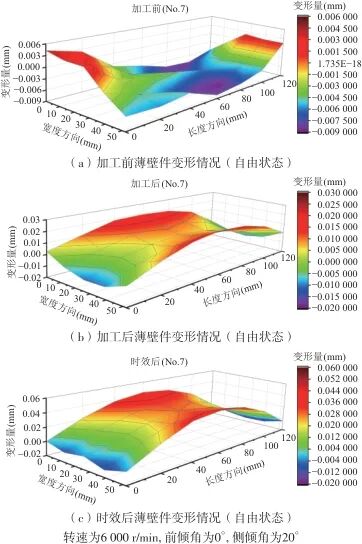
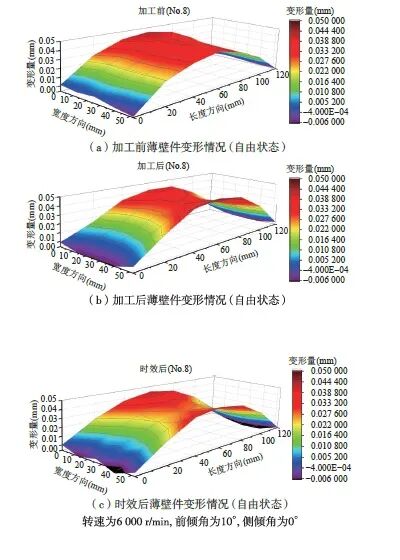
Проведен анализ деформации тонкостенных деталей при условии параметра испытания 6 (см.).Рисунок 10)。 Перед обработкой тонкостенные детали по линииZДеформация выпуклости происходит в положительном направлении оси, и из симметричного наклона двух широких сторон изогнутой поверхности можно сделать вывод, что тонкостенная деталь имеет определенную крутильную деформацию вдоль направления длинной стороны. После обработки тонкостенные детали находятся на линииZДеформация в положительном направлении вала увеличивается на 0,014 мм, а деформация на кручение тонкостенной детали более значительна, чем до механической обработки. Деформация тонкостенных деталей после старения уменьшается на 0,014 мм по сравнению с таковой после механической обработки, и возвращается к уровню до обработки, но на тонкостенных деталях наблюдается явная деформация седловидной поверхности.Рисунок 10Деформация тонкостенных деталей при условии параметра испытания 6Проведен анализ деформации тонкостенных деталей при условии параметра испытания 7 (см.).Рисунок 11)。 Деформация деталей перед механической обработкой небольшая, в основном по кромкеZУглубление и деформация происходят в отрицательном направлении стержня, а по ширине тонкостенной части появляются складки. По сравнению с периодом до механической обработки, деформация тонкостенных деталей после механической обработки увеличилась на 0,02 мм, причем детали оказались по линииZВал поднимается и деформируется в положительном направлении, а на тонкостенных деталях проявляются деформационные характеристики поверхности седла. Деформация тонкостенных деталей после старения дополнительно увеличивается на 0,024 мм по сравнению с деформацией после обработки, при этом тонкостенные детали по-прежнему имеют характеристики деформации седловидной поверхности.Рисунок 11Деформация тонкостенных деталей при условии параметра испытания 7Проанализирована деформация тонкостенных деталей при условии параметра испытания 8 (см.).Рисунок 12)。 Перед обработкой детали поZВал имеет положительную ориентацию для создания деформации выпуклости. После обработки тонкостенные детали находятся на линииZДеформация в положительном направлении вала увеличивалась, с шагом 0,007 мм, и на тонкостенных деталях проявлялись характеристики деформации седловой поверхности, но седловая поверхность в основном проявлялась в центре тонкостенных деталей. После старения деформация тонкостенных деталей остается на уровне после обработки, а деформация седловой поверхности изменяется от появления только в центре тонкостенных деталей до распределения по обрабатываемой поверхности тонкостенных деталей в целом.
Рисунок 12Деформация тонкостенных деталей при условии параметра испытания 8
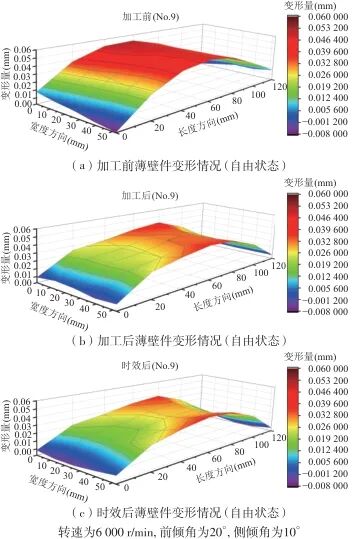
Проанализирована деформация тонкостенных деталей при условии параметра испытаний 9 (см.).Рисунок 13)。 Перед обработкой детали поZДеформация подъема происходит в положительном направлении оси, и из области границы в направлении ширины поверхности видно, что одновременно происходит определенная деформация кручения тонкостенной детали. После обработки тонкостенные детали находятся на линииZДеформация в положительном направлении вала уменьшается на 0,015 мм. Анализ конкретных результатов обработки поверхности показывает, что кривизна верхней части поверхности невелика, что свидетельствует о том, что уменьшение деформации обработки тонкостенных деталей в основном вызвано уменьшением деформации в центре тонкостенных деталей. Деформация тонкостенных деталей после старения несколько увеличивается по сравнению с деформацией после обработки, а тонкостенные детали остаются только после обработкиZВыпуклая деформация в положительном направлении вала становится деформацией, характерной для поверхности седла.Рисунок 13Деформация тонкостенных деталей при условии параметра испытания 9Дальнейший анализ вышеуказанных результатов испытаний показывает, что: (1) Деформация тонкостенных деталей перед обработкой в основном проявляется вдоль кромкиZВыпуклость в положительном направлении вала или деформация депрессии в отрицательном направлении сопровождаются определенной степенью деформации на кручение в направлении длины и депланацией в направлении ширины. При различных параметрах испытаний максимальный диапазон деформаций перед механической обработкой составляет 0,011 ~ 0,074 мм, а средний диапазон деформаций составляет 0,004 ~ 0,033 мм, а исходное состояние оказывает существенное влияние на установление датума и последующее измерение деформации. (2) Кромка после обработки тонкостенных деталей завершенаZДеформация в положительном направлении оси значительно увеличивается, демонстрируя переход от деформации депрессии к деформации повышенной деформации. Преобладающим направлением деформации является направление длины, а деформация в направлении ширины невелика, но формируются характеристики поверхности седла. Максимальный диапазон деформаций детали после механической обработки составляет 0,033 ~ 0,196 мм, а средний диапазон деформаций — 0,009 ~ 0,104 мм. Деформация на пересечении длинной и широкой сторон и площади кромки особенно значительна, что указывает на чувствительность геометрии и распределения материала к деформации при механической обработке. (3) После лечения естественного старения деформация тонкостенных деталей показала две тенденции. При некоторых условиях тестирования лечение старением сокращает процесс постобработкиZДеформация в положительном направлении вала, особенно деформация кручения и деформация депрессии в направлении ширины, была в определенной степени смягчена, а при других условиях обработка старения увеличивала величину деформации, но распределение деформации имело тенденцию к сглаживанию. В целом, максимальный диапазон деформации после старения составляет 0,047 ~ 0,183 мм, а средний диапазон деформации — 0,013 ~ 0,095 мм, что указывает на то, что уравновешивающий эффект естественного старения на деформацию механической обработки ограничен. (4) После завершения обработки и определения времени поверхность седла преобразуется в типичный элемент тонкостенной деформации, которая в основном связана со снятием внутреннего напряжения и структурными характеристиками деталей в процессе удаления материала.
4Влияние выделения начальных напряжений на деформацию при механической обработке тонкостенных деталей из циркониевого сплава
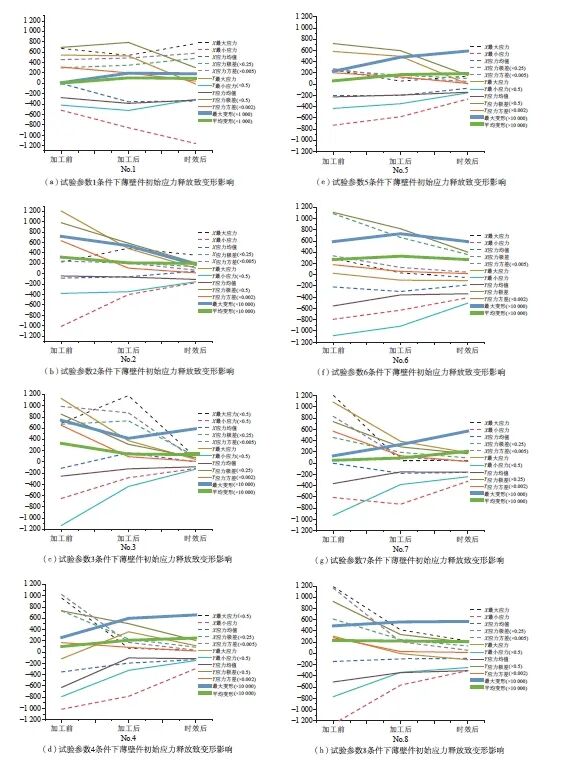
Всесторонне проведено сравнение влияния снятия напряжения на деформацию 9 групп тонкостенных деталей (см.).Рисунок 14Можно получить следующие результаты: Максимальная деформация тонкостенной детали No 1 до обработки, после обработки и после старения показывает тенденцию сначала к увеличению, а затем к уменьшению.YНаправленное напряжение чрезвычайно низкоеYНаправленное максимальное напряжение совпадает с трендом изменения максимальной деформации. Максимальная деформация тонкостенных деталей No2 до-после обработки и после старения показала тенденцию к снижению.Yкрайне плохое направленное напряжение,Yнаправленное максимальное напряжение,Yдисперсия направленного напряжения,YСреднее значение направленного напряжения суммируетсяXДисперсия направленного напряжения такая же, как и тренд изменения максимальной деформации. Максимальная деформация тонкостенных деталей No4 до-после обработки – после старения показала тенденцию к увеличению.XСреднее значение направленного напряжения суммируетсяXНаправленное минимальное напряжение совпадает с трендом изменения максимальной деформации. Максимальная деформация тонкостенных деталей No5 до обработки, после обработки и после старения показала тенденцию к увеличению.YСреднее направленное напряжение,Yнаправление минимальное напряжение иXНаправленное минимальное напряжение совпадает с трендом изменения максимальной деформации. Максимальная деформация тонкостенных деталей No7 до обработки, после обработки и после старения показала тенденцию к увеличению.YНаправленное минимальное напряжение совпадает с трендом изменения максимальной деформации. Максимальная деформация тонкостенных деталей No8 до-после обработки и старения показала тенденцию к росту.YСреднее направленное напряжение,Yнаправленное минимальное напряжение,XСумма дисперсии направленного напряженияXСреднее направленное напряжение совпадает с трендом изменения максимальной деформации.
Рисунок 14Влияние выделения начальных напряжений на деформацию при механической обработке тонкостенных деталей из циркониевого сплава
Максимальная деформация тонкостенных деталей показывает различные тенденции до, после и после обработки, а конкретные изменения тесно связаны с характеристиками распределения напряжений, такими как экстремальная разность напряжений, максимальное напряжение и дисперсия напряжения. Тенденция максимальной деформации большинства тонкостенных деталей одинаковаYИзменения характеристик направленного напряжения (таких как экстремальная разность, максимальное напряжение, минимальное напряжение, среднее значение и дисперсия) являются последовательными, указывая на то, чтоYНаправленное напряжение является основным фактором, влияющим на деформацию тонкостенных деталей.На основе анализа влияния параметров процесса испытаний на деформацию и остаточное напряжение тонкостенных деталей получено: (1) Параметры процесса существенно влияют на деформационные характеристики обработки. В условиях с малой начальной деформацией (например, с параметрами 4 и 5) амплитудой деформации легко управлять, но характеристики седловидной поверхности все еще существуют. В условиях большой начальной выпуклости или кручения (например, по параметрам 3 и 6) деформация механической обработки значительна, и параметры необходимо оптимизировать для уменьшения деформации. (2) С увеличением частоты вращения шпинделя максимальная деформация после механической обработки и старения уменьшается. При увеличении угла наклона деформация обработки сначала уменьшается, а затем остается неизменной, а деформация старения сначала уменьшается, а затем увеличивается. Угол крена увеличивается, деформация обработки уменьшается, а деформация старения сначала уменьшается, а затем увеличивается. (3) Когда скорость вращения шпинделя составляет 5 000 ~ 6 000 об/мин, угол наклона составляет 10° или угол наклона 20°, напряжение и деформация очевидно взаимосвязаны. Оптимальным сочетанием минимальной деформации является скорость вращения шпинделя 6 000 об/мин, угол развала 20° и угол наклона 10°. (4) Когда угол крена равен 0°, легко получить небольшое среднее напряжение; Когда скорость вращения шпинделя составляет 5 000 об/мин, угол наклона составляет 20° или угол наклона 20°, разницу напряжений легко получить. (5) Стрессовые характеристики при различных параметрах после старения различны. Например, когда скорость вращения шпинделя составляет 4 000 об/мин, угол поворота колеса равен 0°, а угол наклона равен 0°,Xнаправленное сжимающее напряжение велико; Когда скорость вращения шпинделя составляет 6 000 об/мин, угол наклона составляет 20°, а угол наклона - 0°,YНаправленное сжимающее напряжение велико.
5заключение
Путем обработки остаточного напряжения фрезерной поверхности тонкостенных деталей и данных деформации обработки тонкостенных деталей до, после фрезерования и после естественного старения проанализировано начальное распределение напряжений и закон изменения механической деформации тонкостенных деталей, а также исследовано влияние выделения начального напряжения на деформацию тонкостенных деталей из циркониевого сплава, а также получены следующие выводы.(1) После обработки тонкостенных деталей деформация значительно увеличивается, в основном проявляясь по кромкеZВыступ в положительном направлении оси и характеристики поверхности седла в направлении длины имеют небольшую деформацию в направлении ширины, но существенно влияют на общую морфологию. Доказано, что на деформацию механической обработки существенное влияние оказывает высвобождение внутренних напряжений материала и геометрические характеристики детали.(2) Различные параметры процесса оказывают существенное влияние на деформационные характеристики, и условия с малым начальным состоянием деформации более благоприятны для контроля деформации процесса, в то время как условия большого начального выступа или крутильной деформации легко приводят к более серьезной деформации. Это дает возможность эффективно управлять амплитудой деформации и морфологией тонкостенных деталей за счет оптимизации технологических параметров.(3) Максимальная деформация тонкостенных деталей показывает различные тенденции до, после и после старения, и конкретные изменения тесно связаны с характеристиками распределения напряжений, такими как экстремальная разность напряжений, максимальное напряжение и дисперсия напряжения. Тенденция максимальной деформации большинства тонкостенных деталей одинаковаYИзменения характеристик направленного напряжения (таких как экстремальная разность, максимальное напряжение, минимальное напряжение, среднее значение и дисперсия) являются последовательными, указывая на то, чтоYНаправленное напряжение является основным фактором, влияющим на деформацию тонкостенных деталей.(4) Параметры процесса существенно влияют на деформационные и остаточные характеристики напряжений тонкостенных деталей, среди которых частота вращения шпинделя 6 000 об/мин, угол наклона фронта 20° и угол проката 10° являются оптимальными комбинациями, которые позволяют значительно снизить деформацию после обработки и старения, а угол проката 0° помогает получить небольшое среднее напряжение, причем при определенных условиях (таких как скорость шпинделя 4 000 об/мин или 6 000 об/мин),XилиYХарактеристики направленного сжимающего напряжения выдающиеся.(5) Для достижения высокоточной обработки тонкостенных деталей из циркониевого сплава пятиосевое фрезерование должно иметь точное управление движением и динамическую стабильность, но точность обработки тонкостенных деталей все еще ограничена многомерным эффектом связи: взаимодействие между низкой теплопроводностью материала и слабожесткой тонкостенной структурой приводит к накоплению локальной неравномерной деформации под полем тепломеханической связи. Динамическая регулировка положения инструмента в пятиосевой рычажке приводит к резкому изменению направления вектора силы резания, что приводит к нелинейному увеличению ошибки отслеживания контура. Синергетический механизм согласования между параметрами процесса, анизотропией материала и динамическим вибрацией резания неясен, что ограничивает одновременную оптимизацию допуска формы и положения, а также целостности поверхности тонкостенных деталей.