
19
2025.8
автор
92
Объем чтения
предисловие
В настоящее время большинство тонкостенных деталей из алюминиевого сплава предпочитают решать проблему деформации путем высвобождения термического напряжения при рассмотрении контроля деформации обработки, но в аэрокосмической области некоторые требования к проектированию тонкостенных деталей из авиационного алюминиевого сплава не допускают высвобождения термического напряжения и не позволяют измерять ограничения. В этой статье используются конкретные примеры обработки деталей для анализа их структуры, сложностей обработки и качества изготовления для формулирования мер по противодеформационным мерам[2], описывается, как контролировать деформацию тонкостенных деталей из алюминиевого сплава, которые легко деформируются без снятия термических напряжений.
Контроль структуры с локальными деформациями
2.1 Анализ структуры детали
Правый верхний угол детали 1, показанной на рисунке 1, имеет больше ребер жесткости, которые не будут деформироваться из-за обработки. В левом нижнем углу нет ребра жесткости, а толщина стенки в нижней части детали составляет всего 1,6 мм, а общая скорость съема сырья составляет более 90%. Если непосредственно используется прямой и обратный двухступенчатый метод обработки, то после завершения обработки из-за прочной структуры верхней правой области материала и удаления большого количества левого материала это приведет к неравномерному распределению напряжения обработки в нижнем левом углу и верхнем правом углу, и, наконец, деформирует тонкостенную область нижней левой стороны без ребер жесткости.
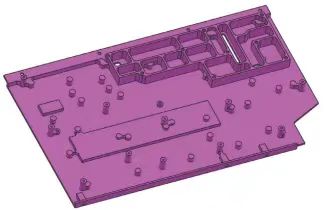
Рисунок 1 Часть 1
2.2 Анализ технологии обработки
Материалом деталей является авиационный алюминиевый сплав Al6061, который обладает свойствами легкого веса, высокой прочности, хорошей технологичности и коррозионной стойкости, но деформация обработки большая. Для того, чтобы свести к минимуму деформацию конечной детали при ее механической обработке, сброс напряжения перед этим должен быть как можно меньше. Однако, поскольку для снятия термических напряжений не используется, необходимо учитывать контроль деформации в рамках всего процесса. В конечном итоге, если конструкция технологического процесса неразумна и метод зажима не подобран должным образом, это вызовет вибрацию, упругую деформацию и деформацию внутреннего напряжения из-за неравномерной силы. Чтобы гарантировать, что детали не деформируются в процессе обработки, процесс в основном гарантируется тремя аспектами: разумная конструкция процесса, конструкция зажима с защитой от деформации и технология высокоскоростной резки. Настройте процесс на: грубую обработку лицевой и тыльной сторон детали до истечения срока годности→ естественное состаривание → лицевой и тыльной отделке. Учитывая местное ребро жесткости самой детали, для чистовой обработки в основном используется метод зажима боковой верхней части.
2.3 Черновая обработка
Во всем процессе черновой обработки необходимо учитывать различные аспекты, такие как количество съеденных инструментов на инструмент в процессе обработки, степень интерференции деталей различными внешними силами и различные напряжения, создаваемые деталями в процессе обработки, чтобы максимально уменьшить неконтролируемые факторы.
(1) Обращение с приспособлениями Перед зажимом необходимо откалибровать зажимные инструменты, такие как тиски, губки и инструменты приспособления, чтобы обеспечить ровную стабильность. Предотвратите принудительное зажимание и деформацию сырья после того, как сырье зажимается неравномерными зажимами в процессе зажима.
(2) Положение зажима Сырье должно подвергаться максимальному воздействию внешних сил. Сырье из алюминиевого сплава зажимается тисками в естественном состоянии, а зона зажима на первой ступени зажимается впервые, чтобы передняя и задняя части зажима были параллельны в естественном состоянии, чтобы избежать принудительной деформации зажима сырья во время установки.
(3) Контроль припуска на переднее отверстие Поскольку после удаления большого количества материала из алюминиевого сплава детали будут деформированы из-за внутреннего напряжения, поэтому необходимо зарезервировать припуск на деформацию 1,5 ~ 3,0 мм. Переднее отверстие показано на рисунке 2.
Рис.2 Лицевой полужирный шрифт (datumAПоверхность)
(4) Количество поедания ножа на нож при черновой обработке Поскольку жесткость самого материала из алюминиевого сплава слабая, если количество проедания ножа каждый раз слишком глубокое, а скорость обработки слишком высокая, то это приведет к чрезмерным изменениям внутреннего напряжения деталей. Выбор объема ножа для закусок 1,0 ~ 2,0 мм может уменьшить деформацию внутреннего напряжения по сравнению с большим количеством поедания ножом, площадь резки объема ножа для закусок меньше, рассеивание тепла происходит быстрее и меньше подвержено влиянию термического напряжения в процессе резки.
(5) Контроль открытия обратной стороны и припуска на черновую обработку Когда обратная сторона шероховатая (см. Рисунок 3), убедитесь, что оставшаяся величина с обеих сторон максимально одинакова, и обе контролируются на расстоянии 1,5 ~ 3,0 мм. При зажиме он также должен быть зажат в естественном состоянии, усилие зажима не должно быть слишком большим, а диапазон усилия должен контролироваться на уровне 15 ~ 20 Н.
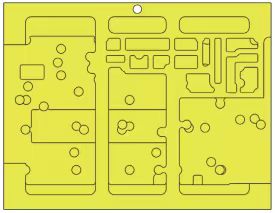
Рисунок 3 Обратная сторона выделена жирным шрифтом
(6) Проектирование процесса черновой обработки Детали относятся к вогнутому типу тонкостенных деталей с низкими средними и высокими передней и задней частью, и при проектировании процесса черновой обработки необходимо рассмотреть возможность резервирования вспомогательных ребер жесткости для последующей чистовой обработки (см. Рисунок 4), чтобы избежать деформации деталей из-за невозможности приложения усилия в середине при зажиме до и после.
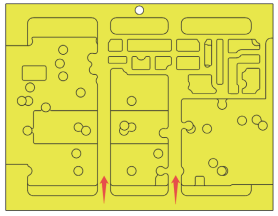
Рисунок 4 Диаграмма жесткости (показана красной стрелкой)
2.4 Естественная своевременность
Температура окружающей среды зимой и летом отличается, и деформация деталей после естественного старения также будет разной. В зависимости от различных материалов, шероховатые детали могут быть размещены на 7 ~ 14 дней в зависимости от фактической ситуации, и в этом процессе будет высвобождена часть внутреннего напряжения самого алюминиевого сплава. Чтобы избежать слишком холодной зимней среды и не способствовать деформации, иногда условия размещения деталей могут быть изменены по мере необходимости, чтобы контролировать температуру окружающей среды выше 25°C.
2.5 Отделка
В процессе отделки также необходимо учитывать с разных сторон, чтобы максимально снизить неконтролируемые факторы.
(1Выбор инструмента На протяжении всего процесса отделки оставшиеся детали должны быть удалены путем обработки, и использование разных инструментов на разных участках также приведет к различным деформациям изделия. По возможности не используйте разные инструменты для одной и той же непрерывной поверхности поверхности.
(2) Метод получистового зажима С помощью специального зажима оснастки детали помещаются в приспособление в естественном состоянии, а два ребра жесткости, зарезервированные грубой обработкой, используются для зажима деталей на боковой верхней части передней и задней части (см. Рисунок 5), а положение стопорных винтов деталей рассчитано на левую и правую стороны деталей и положение двух ребер жесткости, стопорное усилие не слишком велико, а диапазон усилий контролируется на уровне 15 ~ 20 Н.

Рисунок 5 Принципиальная схема бокового верхнего зажима
(3) БенчмаркAУправление позиционирующей поверхностью помещается в приспособление в естественном состоянии, а передняя и задняя часть детали зажимаются сбоку и сверху с использованием того же метода зажима, и для обработки этой поверхности выбирается объем ножа для закусок 1,0 ~ 2,0 мм, а одновременно обрабатываются 2 позиционных отверстия для подготовки к позиционированию деталей на следующем этапе. Лицевая отделка показана на рисунке 6.
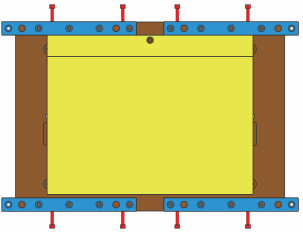
Рис.6 Лицевая отделка (эталонAПоверхность)
(4) Размещение деталей Отделка обратной стороны показана на рисунке 7. Через 2 позиционных отверстия в зеленом положении детали естественным образом размещаются на специальной оснастке, плоскостность в естественном состоянии контролируется с точностью до 0,05 мм, а 8 винтов в красном положении блокируются. Когда основной участок детали будет обработан, продолжайте обрабатывать готовый участок 4 брикетами и 2 винтами в желтом положении до конца.
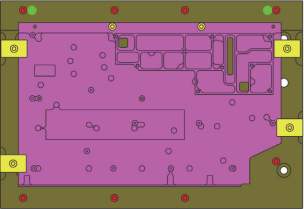
Рис.7 Обратная отделка
(5) Передние и задние инструкции по отделке Будь то количество расхода резака 1,0 ~ 2,0 мм на инструмент или припуск на чистовую обработку 0,2 мм, это необходимо для снижения растягивающего напряжения, оказываемого на детали инструментом при резке, а также термического напряжения, возникающего во время резки между инструментом и деталями. Перед каждым этапом отделки необходимо произвести естественную коррекцию параллельности позиционной поверхности зажима, чтобы гарантировать, что при фиксации детали на оснастке деталь не будет принудительно зажиматься и деформироваться из-за внешней силы, и в то же время она также может гарантировать, что другие области обработки детали не будут затронуты силой блокировки в процессе обработки.
Контроль общей деформации конструкции
3.1 Анализ структуры детали
Как показано на Иллюстрации 8, во всей части 2 отсутствует ребро жесткости, общая толщина стенки детали составляет 1,6 мм, а общая скорость съема материала составляет > 90%.

Рис.8 Часть 2
3.2 Анализ технологии обработки
Для того, чтобы контролировать общее изменение напряжения детали, также необходимо оптимизировать и спроектировать общий процесс, разделить процесс и приспособиться к: черновой обработке передней и задней части детали до наступления возраста →естественному старению → передней и задней отделке. Учитывая, что сами детали могут быть деформированы как единое целое, для отделки используется метод обратного подъема и зажима присоски. Подготовка к черновой обработке и естественному старению перед чистовой обработкой относится к упомянутому выше технологическому проектированию «локального контроля деформационной структуры», а нижеследующее в основном описывает проектирование процесса чистовой обработки.
3.3 Отделка
Во всем процессе отделки перед обработкой необходимо учитывать количество съемок ножа, припуск на чистовую отделку, а также методы зажима и фиксации позиционирующей поверхности деталей, чтобы избежать влияния чрезмерной внешней силы на деформацию деталей и максимально снизить неконтролируемые факторы.
(1) Обработка позиционирующей поверхности Поскольку деталь в целом не имеет подходящей поверхности позиционирования, необходимо зарезервировать 5 вспомогательных бобышек, необходимых для контрлифтинга при черновой обработке, а перед финишной обработкой поверхность бобышки обрабатывается параллельно в естественном состоянии, чтобы гарантировать, что детали не будут деформированы из-за силы блокировки винта во время процесса обратного подъема. Обратное положение подъема показано на рисунке 9.
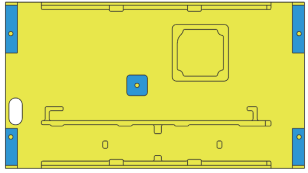
Рис.9 Принципиальная схема положения противоподъемного механизма
(2) Противоподъемный зажим Как показано на рисунке 10, обратный подъемный зажим фиксируется в обратном направлении на специальном инструменте А (полупрозрачный синий) через 5 позиционирующих поверхностей обрабатываемой детали (желтый), так что деталь и оснастка А используются в качестве сборки В, а затем узел В устанавливается на позиционирующий верстак или другую соответствующую специальную оснастку. Поскольку многие участки на нижней поверхности детали освобождаются после обратного подъема, количество каждого инструмента контролируется с точностью до 1,0 мм при обработке верхней поверхности, чтобы избежать вибрации на поверхности детали, вызванной слишком глубоким разрезом. Два позиционных отверстия, необходимые для следующего шага, обрабатываются одновременно.

Рисунок 10 Принципиальная схема противоподъемного хомута
(3) Зажим присоски Как показано на рисунке 11, снимите детали с антиподъемной оснастки и используйте присоску для зажима деталей. Деталь естественным образом помещается в специальное приспособление через 2 позиционных отверстия в зеленом положении, а 6 винтов в красном положении естественным образом вкручиваются в поверхность детали, а переключатель воздушного насоса на присоске открывается без блокировки, а затем 6 винтов блокируются. Когда основная область детали обработана, до и после детали добавляются 6 плит желтого цвета, чтобы придавить на готовый участок, и обработка продолжается до конца.
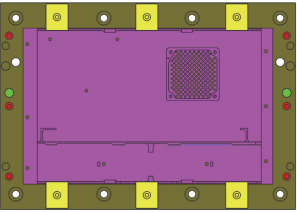
Рис.11 Принципиальная схема зажима присоски
Заключение
После обработки алюминиевого сплава тонкостенными деталями специальной формы по вышеуказанной технологической схеме, испытание проводится строго в соответствии с требованиями чертежа, а результаты испытаний соответствуют требованиям чертежа.
В этой статье, благодаря двум случаям, локальной деформации и общей деформации, процесс улучшается с точки зрения структуры продукта, маршрута процесса, параметров обработки и метода зажима, а напряжение снимается заранее за счет грубой обработки и естественного старения, а точность привязки поверхности позиционирования контролируется естественной обработкой позиционной поверхности зажима перед финишной обработкой. С точки зрения инноваций в процессах и управления процессами, он обеспечивает более техническую основу для производства таких тонкостенных деталей специальной формы для аэрокосмической промышленности, которые не могут быть обработаны термическим напряжением.