В OEE считают, что многие знакомые слышали о нем, и это один из главных KPI, на который многие предприятия обращают внимание на производственной площадке. У большинства людей будет хотя бы расплывчатое понятие, то есть OEE — это процент, а о том, откуда он взялся, многие не знают, и не утруждают себя его изучением, потому что от такого значения можно выскочить, набрав несколько цифр в таблицу или систему.Опять же, зная, что это такое, но также зная почему, чтобы иметь возможность атаковать, отступать и защищаться, и быть спокойным.Сегодня давайте рассмотрим, что такое OEE.1. Понятие OEEАббревиатура OEE расшифровывается как «Общая эффективность оборудования», что является аббревиатурой от трех аббревиатур от Overall Equipment Efficiency.2. Значение мониторинга OEEЕдинственной целью производственной деятельности фабрики является производство как можно большего количества качественной продукции для клиентов в течение ограниченного времени.Но неизбежно оборудование будет старым, детали будут изнашиваться, персонал будет течь, окружающая среда будет меняться, и всевозможные мелкие и незаметные изменения будут продолжать действовать в производственном процессе, в результате чего производственные мощности не смогут соответствовать стандарту, эффективность не будет идти в ногу со временем, а уровень квалификации продукции не будет соответствовать стандартам.В настоящее время необходим индикатор, который может точно отражать эти ситуации, OEE.3. Формула расчета общей эффективности оборудованияOEE = скорость работы по времени X скорость работы по производительности X скорость прохождения3.1 Временная скорость работыДавайте сначала поговорим о коэффициенте использования времени, который отражает время использования оборудования:Норма рабочего времени = фактическое рабочее время / плановое рабочее времяЧто такое запланированное рабочее время?Плановое рабочее время = доступное время в смену - плановое время простояДоступное время для каждой смены фиксировано, а если это трехсменный механизм, то доступное время для каждой смены составляет 480 минут. Но можно ли использовать эти 480 минут на 100% – не обязательно. Многим оборудованием необходимо управлять людьми, и люди не могут не есть, пить или не отдыхать в течение 8 часов в смену, а также оборудование нуждается в регулярном обслуживании. Поэтому планируемое рабочее время должно основываться на имеющемся времени, например, время отдыха сотрудников, время предсменной сдачи каждой смены, плановое время обслуживания оборудования и т.д.Так что же такое реальное рабочее время?Фактическое рабочее время = плановое рабочее время - внеплановое время простояНезапланированные простои легко понять как неожиданные простои, вызванные внезапными и неожиданными причинами, такими как перегоревшие предохранители или поломка шестерней, вызвавшие простой оборудования. Или время временной замены, вызванное срочными заказами и т.д. Главное – сюрприз.
3.2 Производительность скорости приводаКоэффициент производительности отражает производительность оборудования, которая представляет собой отношение теоретической выработки к фактической производительности.Эксплуатационный коэффициент производительности = чистый рабочий темп X скоростной рабочий коэффициентНе переживайте, хоть и есть много «ставок», но они разбиты одна за другой, и это легко запомнить!Чистая скорость привода = (производство x фактическое время цикла) / фактическое рабочее времяЧистый операционный коэффициент измеряет потери, вызванные небольшими простоями и проблемными точками в производственном процессе.Вывод прост для понимания, то есть представляет собой количество продуктов, произведенных в классе.Что такое бит?Говоря простым языком, цикл — это время между двумя продуктами в нормальных условиях производства. Или среднее время, необходимое для завершения работы над продуктом. Ритм каждой станции может быть разным, и ритм всего процесса ограничен ритмом станции «бутылочного горлышка».Скорость работы = теоретическое биение/фактическое биениеСкорость работы отражает потерю эффективности оборудования из-за старения, неправильного обслуживания и т.д.Фактический ритм легко получить, а среднее время, полученное при поднесении секундомера к производственной площадке и нескольких щипках часов, может быть использовано в качестве фактического ритма. Многие сокровища не знают теоретического ритма, просто обратитесь напрямую в отдел разработки процессов компании, чтобы попросить об этом. Теоретическое время цикла определяется в начале разработки технологического процесса, а теоретическое время цикла рассчитывается в соответствии с требованиями заказчика в наилучшем состоянии оборудования.3.3 Проходной баллЭтот простой, он отражает, насколько эффективно работает устройство.Квалифицированная ставка = количество отвечающих требованиям продуктов / выпуск продукции4. Случаи расчета OEEЕсли доступное время смены, за которую вы отвечаете, составляет 480 минут, вы должны провести 10-минутное предсменное совещание перед началом каждой смены, чтобы взять на себя производственную ситуацию предыдущей смены. 12:00-12:30 полдень – время приема пищи и отдыха у сотрудников, по плану отделу технического обслуживания необходимо смазывать и обслуживать подшипники оборудования, что занимает 30 минут. В процессе производства из-за частых ошибок в тестовом программном обеспечении техническим специалистам приходилось останавливать машину для осмотра и возобновлять производство через 40 минут. Из-за того, что путь определенной станции часто застревает, время производства каждого изделия изменилось с 60 секунд до нынешних 65 секунд. Когда вы уходите с работы, по вашей статистике всего за смену было произведено 340 изделий, а 5 сдано в утиль. Рассчитать OEE этого класса?Во-первых, согласно формуле расчета OEE, рассчитаем скорость работы по времени:Доступное время – 480 минут, плановое время работы – 480-10-30-30=410 минут, фактическое рабочее время – 410-40=370 минут.
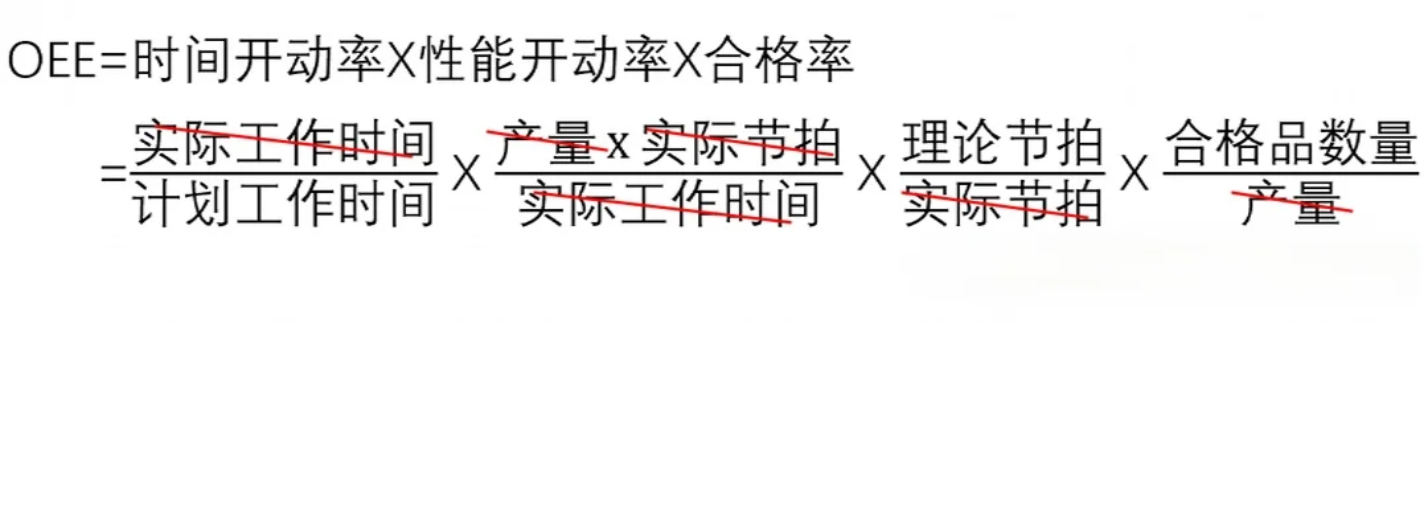
Норма рабочего времени = фактическое рабочее время / плановое рабочее время = 370/410 = 90,2%;Давайте посмотрим на расчет операционной нормы производительности:Чистый рабочий коэффициент = (выход x фактическое время цикла) / фактическое рабочее время = (340*65/60)/370 = 99,5%;Скорость работы = теоретическое время цикла / фактическое время цикла = 60 / 65 = 92,3%;Таким образом, операционная скорость производительности = чистая операционная скорость X скорость работы = 99,5% * 92,3% = 91,8%;Наконец, посмотрите на проходной балл:Проходной балл = 335/340 = 98,5%Затем мы можем получить OEE для смены:OEE=90,2%*91,8%*98,5%=81,6%На самом деле, в соответствии с логикой расчета OEE, показанной на следующем рисунке, некоторые общие элементы могут быть непосредственно приближены, что означает, что при расчете OEE не требуется так много информации. Для расчета OEE нам нужно знать только запланированное рабочее время, теоретическое время цикла и количество качественной продукции, произведенной за каждую смену, но здесь есть проблема, то есть, как только OEE сильно колеблется, или серьезно не соответствует стандарту, мы не можем увидеть направление проблемы анализа, будь то из-за низкой производительности, или на производственной площадке есть иностранные рабочие, которые шлифуют, или есть проблема со стабильностью оборудования.