
2
2025.9
автор
120
Объем чтения
При сверлении отверстий по металлу и деревообработке спиральное сверление является наиболее широко используемым основным инструментом, а конструкция и качество шлифовки поперечной кромки напрямую определяют точность сверления, эффективность резки и стойкость инструмента. В этой статье мы будем систематически анализировать основные характеристики поперечного лезвия и объединять практические навыки, чтобы вы могли освоить профессиональный метод шлифовки стандартных спиральных сверл.
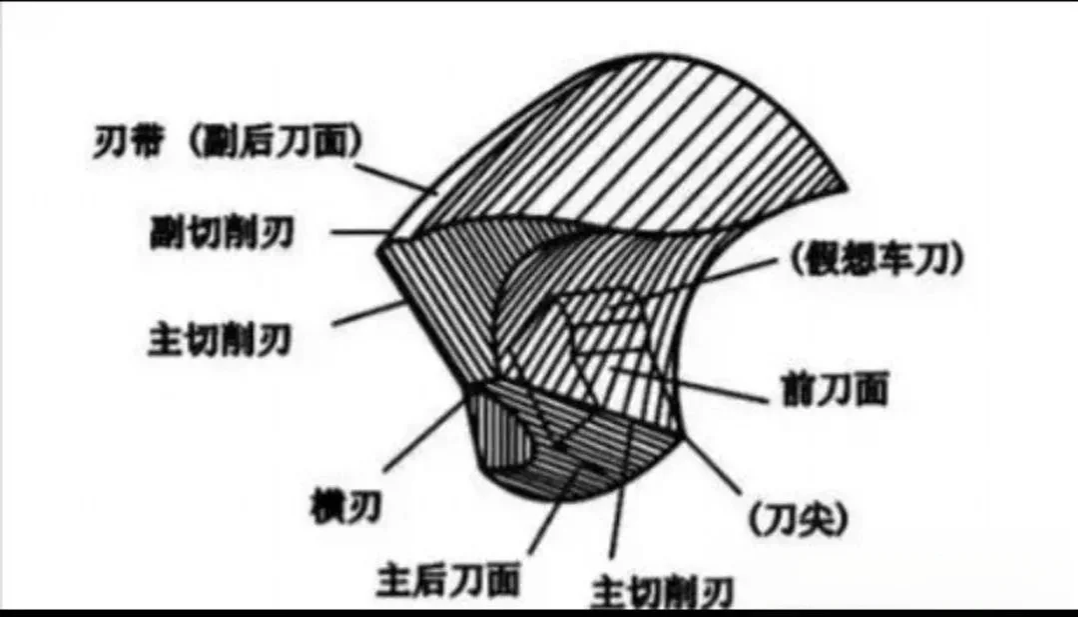
1. Знайте горизонтальное лезвие спирального сверла
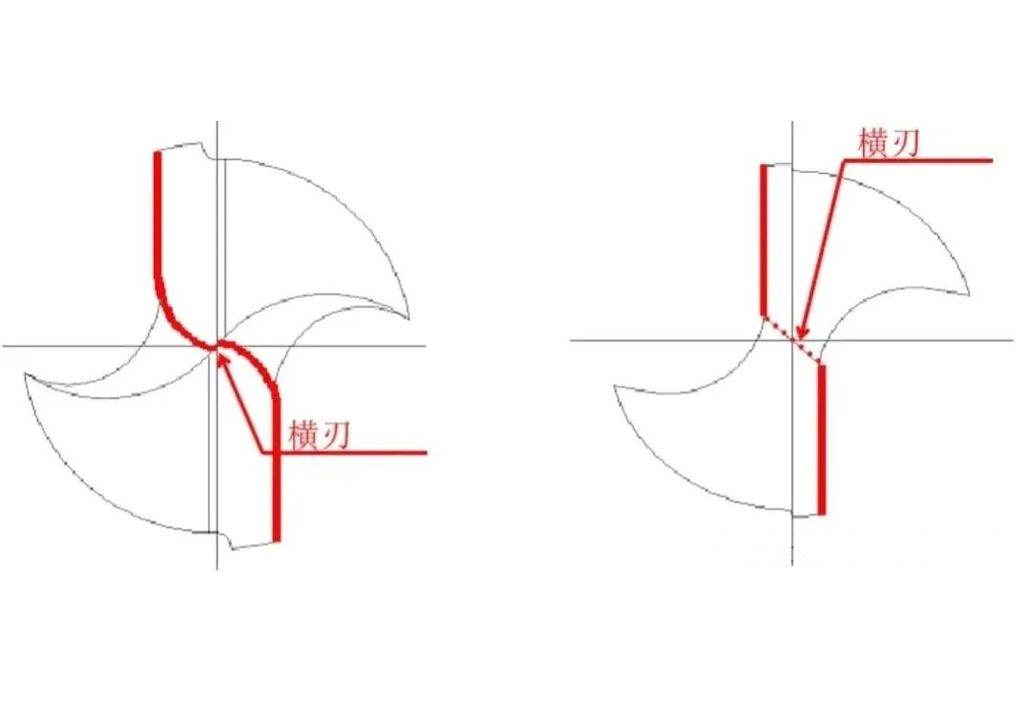
Поперечная кромка представляет собой режущую кромку в центре наконечника спирального сверла без режущей функции, а ее форма похожа на центральную тупую кромку деревообрабатывающей лопаты. Есть две основные проблемы с неполированной поперечной кромкой: во-первых, слишком большая длина, что приводит к значительному увеличению сопротивления подаче во время сверления; Во-вторых, передний угол на поперечной кромке отрицательный, что подвержено сильному трению во время резки, что не только влияет на точность положения отверстия, но и приводит к засорению стружки.
Таким образом, основными целями шлифования поперечных кромок являются:
- Укоротите длину поперечной кромки: уменьшите сопротивление подаче и избегайте «закалывания» или смещения сверла;
- Оптимизируйте передний угол поперечной кромки: отрегулируйте отрицательный передний угол близко к нулю или небольшой положительный передний угол, чтобы уменьшить режущую силу и повысить вероятность «укуса» материала;
- Повышение производительности: косвенное повышение точности положения отверстия, улучшение эффекта стружкодробления и продление срока службы сверла.
2. Стандарты основных параметров для шлифования спиральным сверлом
Шлифовальные спиральные сверла должны строго следовать пяти ключевым параметрам, чтобы инструмент соответствовал требованиям резания:
1. Верхний угол (2φ): стандартное значение составляет 120°±2°, что напрямую влияет на угол резания и эффективность сверления режущей кромки;
2. Основной задний угол (α₀): задний угол на краю отверстия должен контролироваться под углом 10°-14°, слишком большой приведет к слишком тонкой режущей кромке и усиленной вибрации, слишком маленький увеличит осевую силу, а сверло легко нагревается;
3. Скос поперечной кромки (ψ): разумный диапазон составляет 50°-55°, что определяет фактический рабочий угол и плавность подачи горизонтального лезвия;
4. Симметрия основной режущей кромки: длина двух основных режущих кромок должна быть одинаковой, а угол, образованный линией оси сверла, должен быть постоянным, чтобы избежать увеличения или отклонения диаметра отверстия во время сверления;
5. Основная и задняя поверхность фрезы: поверхность после заточки должна быть гладкой и без заусенцев, чтобы уменьшить сопротивление трению с заготовкой во время резки.
3. Практическая эксплуатация: шаги и навыки ремонта спирального сверла
Теория – это фундамент, а практика – ключ к успеху. Начинающая заточка часто приводит к лому сверл из-за «слепых ножей», и необходимо следовать принципу «меньше шлифовать и больше смотреть, сначала устанавливая положение, а затем ремонтируя кромку», в сочетании со следующими шагами и мантрами для постепенного освоения:
(1) Основная мантра перед шлифованием (правильное положение является ключевым)
1. Формула 1: Выровняйте край лезвия и облокотитесь на поверхность колеса
Отрегулируйте основную режущую кромку сверла в горизонтальное положение и медленно приближайтесь к поверхности шлифовального круга (пока не прикасайтесь к ней), чтобы обеспечить равномерное напряжение по всей длине режущей кромки и избежать локального отклонения при шлифовании.
2. Трюк 2: Вал сверла отпускается по диагонали
Линия оси сверла и поверхность шлифовального круга находятся под углом 60° (что соответствует половине верхнего угла 120°), а треугольная пластина 30°/60°/90° может использоваться для облегчения позиционирования, что напрямую определяет размер верхнего угла, а отклонение приведет к аномальной силе резания.
3. Трюк 3: Шлифуйте заднюю часть от лезвия к задней части
Начиная с основной режущей кромки, медленно шлифуйте вдоль всей основной и задней режущей поверхности по направлению к хвостовой части сверла, чтобы избежать отжига кромки, вызванного обратным шлифованием. Слегка прикоснитесь к шлифовальному кругу во время шлифования, следите за равномерностью искры и вовремя регулируйте давление.
4. Трюк 4: Качайте хвостом вверх и вниз, не наклоняйте его
Рука, держащая переднюю часть сверла, раскачивается вверх и вниз с постоянной скоростью (чтобы убедиться, что вся длина режущей кромки отшлифована), а рука, держащая рукоятку, остается устойчивой, при этом запрещается, чтобы хвост сверла поднимался выше горизонтальной осевой линии шлифовального круга, иначе он затупит режущую кромку и потеряет режущую способность.
(2) Пошаговое практическое руководство по рафинированию
1. Исходное положение: определите точку контакта шлифовального круга
- Сначала выровняйте основную режущую кромку, затем отрегулируйте угол 60° между сверлильным валом и шлифовальным кругом, стабилизируйте сверло обеими руками, чтобы положение не смещалось, а затем аккуратно коснитесь шлифовального круга (в это время делается только «пробная шлифовка», без большого удаления материала).
- Новички склонны к ошибкам: для «быстрой шлифовки» режущая кромка не выравнивается или угол 60° не выравнивается, в результате чего форма основной режущей кромки деформируется.
2. Мастер мельницыЗадняя поверхность отвала: Управление силой и охлаждением
- Шлифуйте с малым усилием в направлении «от лезвия назад», и погружайте сверло в охлаждающую жидкость каждые 3-5 секунд для охлаждения (чтобы избежать потери твердости кромки из-за обесцвечивания при высокой температуре и отжига).
- Обратите внимание на основную и заднюю поверхности лезвия: поверхность должна быть гладкой после шлифовки, без явных ступеней или заусенцев, и вы можете проверить, прямая ли режущая кромка на свету.
3. Симметрия: Убедитесь, что два края согласованы
- После шлифовки одной стороны основной и задней режущей поверхности поверните сверло для шлифовки другой стороны, сердцевина должна быть симметричной и равной по длине оси сверла.
- Метод осмотра: Наблюдайте за наконечником сверла перед ярким светом, если два лезвия находятся на одной горизонтальной линии и наконечник обращен к оси, он квалифицирован; Если есть отклонение, необходимо слегка отшлифовать край более длинной стороны и исправлять его постепенно.
4. Оптимизированный угол наклона спины и наконечника: улучшенная легкость резки
- Калибровка угла после установки: угол наклона в сельской местности должен контролироваться на уровне 10°-14° - угол в сельской местности слишком велик, и режущая кромка легко складывается; Задний угол слишком мал, а сверление трудоемко. В этом можно убедиться с помощью «тестового бурения»: если вибрация велика и отверстие многоугольное во время сверления, значит, угол наклона назад слишком большой; Если осевая сила велика, а волосы сверла горячие, это означает, что угол наклона спины слишком мал.
- Шлифовка кончиков: Для сверл диаметром ≥ 8 мм после шлифовки обеих кромок следует залить небольшую канавку на кончике (чтобы плоскость кромки не была слишком большой и не повлияла на позиционирование). Метод: Поднимите сверло, совместите края и углы шлифовального круга и слегка отшлифуйте небольшую фаску у корня основной задней режущей поверхности (примечание: не шлифуйте до основной режущей кромки, иначе это повредит угол наклона).
5. Специальная шлифовка поперечного лезвия: укорачивание длины + оптимизация переднего угла
- Шлифовальная мишень: Укоротите длину поперечной кромки до 1/3-1/2 от первоначальной длины (ее нельзя полностью стереть, иначе будет потеряна способность к центральному позиционированию) и отрегулируйте отрицательный передний угол на поперечной кромке до небольшого положительного переднего угла.
- Метод работы: наклоните сверло, выровняйте поперечную кромку со стороной шлифовального круга, аккуратно отшлифуйте корень поперечной кромки, постепенно укорачивайте длину и наблюдайте, сохраняется ли угол скоса поперечной кромки на уровне 50°-55° во время шлифования, чтобы избежать деформации поперечного лезвия, вызванной чрезмерным шлифованием.
(3) Избегание ям для новичков и продвинутые навыки
- Подводный камень 1: Запретите «насильственное шлифование» - новички часто сильно нажимают сверло в спешке, что приводит к отжигу кромки или сколам шлифовального круга, и им нужно следовать принципу «малое количество раз».
- Пит-поинт 2: Охлаждение должно быть своевременным - продолжение шлифования непосредственно без охлаждения снизит твердость кромки сверла (широко известную как «обожженная кромка»), а последующее сверление легко изнашивается.
- Продвинутая техника 1: Сверло для ручной дрели может уменьшить верхний угол - давление подачи ручной дрели недостаточно, отрегулируйте верхний угол до 110°-115°, что может увеличить положительное давление режущей кромки на заготовку и улучшить плавность подачи.
- Продвинутая техника 2: Шероховатые отверстия могут нарушить симметрию - если диаметр отверстия и требования к шероховатости низкие, две кромки могут быть немного разбалансированы (отклонение ≤ 0,1 мм), уменьшить трение между режущей кромкой и стенкой отверстия и уменьшить сопротивление подаче.
4. Проверка эффекта шлифования: критерии оценки квалифицированных сверл
После того, как заточка будет завершена, вы можете судить о том, квалифицирована ли она, выполнив два этапа: «посмотреть» и «попробовать»:
1. Посмотрите на внешний вид: две основные режущие кромки симметричны, сколов нет, длина горизонтальной кромки умеренная (около 1/3 от первоначальной длины), основная и задняя поверхность лезвия гладкая, а кончик находится прямо напротив оси;
2. Пробное сверление: во время сверления удаление стружки происходит легко, нет явной вибрации, диаметр отверстия не увеличен (отклонение ≤ 0,05 мм), а сверло не перегревается, что является квалифицированным.
Прилагается: Принципиальная схема ключевых этапов (рекомендуется использовать для практического использования)
Шаг Описание схемы Основные моменты аннотированы
1. Позиционирование Сверло и шлифовальный круг расположены под углом 60°, а основная режущая кромка находится горизонтально близко к поверхности шлифовального круга.
2. Зашлифуйте основную и заднюю поверхности ножа Держите дрель обеими руками, раскачивайтесь вверх и вниз по направлению «лезвие → назад» Отметьте «направление замаха» и «точку охлаждения охлаждающей жидкости»
3. Шлифовка поперечной кромки Сверло наклонено, горизонтальная кромка выровнена по бокам шлифовального круга и слегка заточена, с маркировкой «Диапазон сокращения поперечной кромки» и «Угол скоса 50°-55°».
4. Проверка симметрии Обратите внимание на выравнивание двух лопастей и оси перед ярким светом, отметьте «ось» и «линию симметрии двух лопастей»
Советы: Рекомендуется подготовить 3-5 отработанных сверл для практики, и накопить опыт через цикл «шлифовка → и → модификации», а также достичь 1-2 минут шлифовки квалифицированных сверл после овладения.