
2
2025.9
автор
122
Объем чтения
В области машиностроения и контроля качества измерение допусков формы и положения является центральной частью обеспечения взаимозаменяемости деталей и точности сборки. Соосность, прямолинейность, плоскостность и округлость являются четырьмя основными геометрическими допусками, и точность их измерения напрямую влияет на производительность оборудования (например, вибрация вращающихся деталей и стабильность трансмиссии). В этой статье систематически излагаются принципы измерения, общие методы и точки инженерной практики четырех допусков, а также приводится технический справочник по прецизионному производству.
1. Измерение коаксиальности: обеспечение динамического баланса вращающихся частей
1. Определение и важность
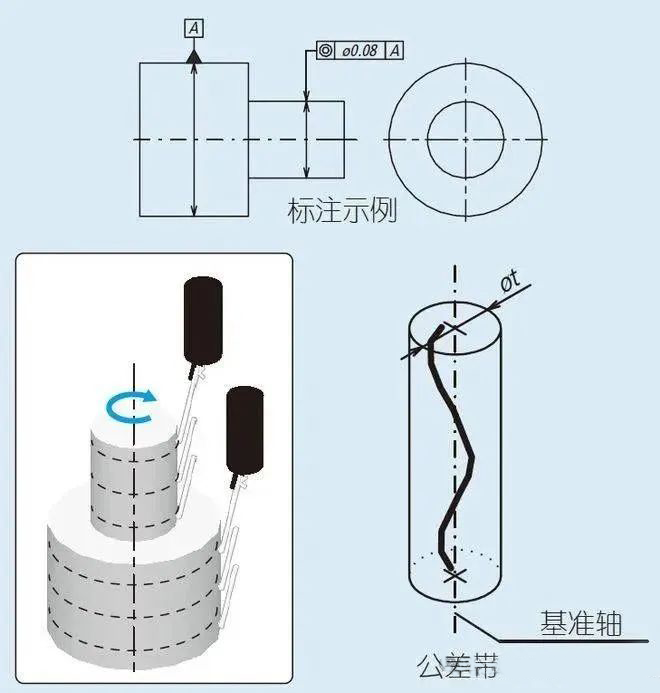
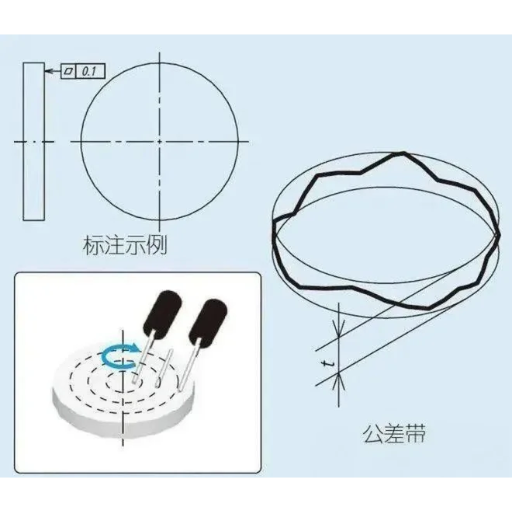
Коаксиальность относится к степени совпадения между измеряемой осью и осью отсчета, а полоса допуска — это значение допуска диаметра цилиндрической поверхности с осью отсчета в качестве оси. В таких сценариях, как роторы двигателей, приводные валы и гидравлические цилиндры, отклонения соосности, превышающие 0,01 мм, могут привести к усилению вибрации, выходу из строя уплотнения или преждевременной потере подшипника.
2. Метод измерения
(1) Метод маркировки (тип контакта)
• Принцип: радиальное биение поверхности испытуемого вала относительно оси отсчета измеряется с помощью стрелочного индикатора или циферблатного индикатора.
•Стремянка:
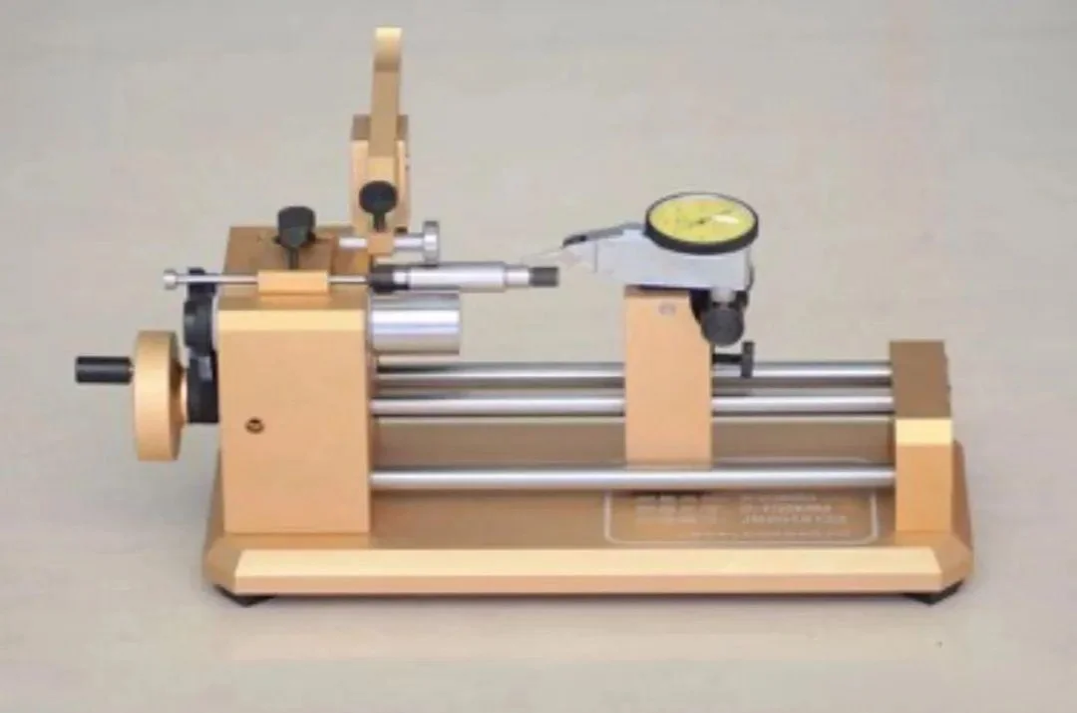
1. Закрепите опорный вал на V-образном блоке или наконечнике.
2. Щуп стрелочного индикатора находится в непосредственном контакте с поверхностью измеряемого вала
3. Поверните измеренную ось вокруг и запишите максимальную и минимальную разницу показаний
4. Ошибка коаксиальности = Δmax/2 (метод двойного зонда может исключить влияние осевого перемещения)
• Корпус: Измерение соосности вала двигателя диаметром 50 мм с помощью рычажного циферблатного индикатора, погрешность значения составляет ≤0,002 мм, а результат измерения 0,008 мм (допустимое требование ≤0,01 мм).
(2) КИМ (КИМ(бесконтактный) метод
• Принцип: Координаты центра окружности нескольких участков измеряемой оси и оси отсчета собираются датчиком для вычисления смещения оси.
•Стремянка:
1. Установите систему координат с осью отсчета в качестве оси Z
2. Щуп собирает 3-5 окружностей поперечного сечения вдоль измеряемой оси
3. Подгонка координат центра каждого сечения и расчет смещения пространства оси
• Преимущества: Осевый наклон может быть оценен одновременно, а погрешность измерения составляет до 0,001 мм.
(3) Метод лазерного центрирования (динамическое измерение)
• Принцип: Используйте лазерный луч в качестве эталона для измерения погрешности юстировки системы вала по мишени отражения.
• Применение: Крупные узлы (такие как паровые турбины, генераторы) центровка системы валов, диапазон измерения до 50 м, точность ± 0,01 мм.
2. Измерение прямолинейности: контроль точности движения направляющей и системы валов
1. Определение и классификация
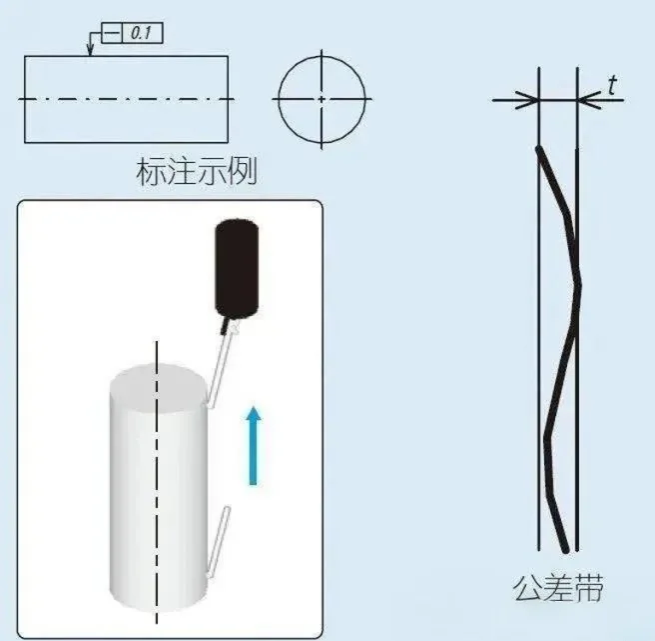
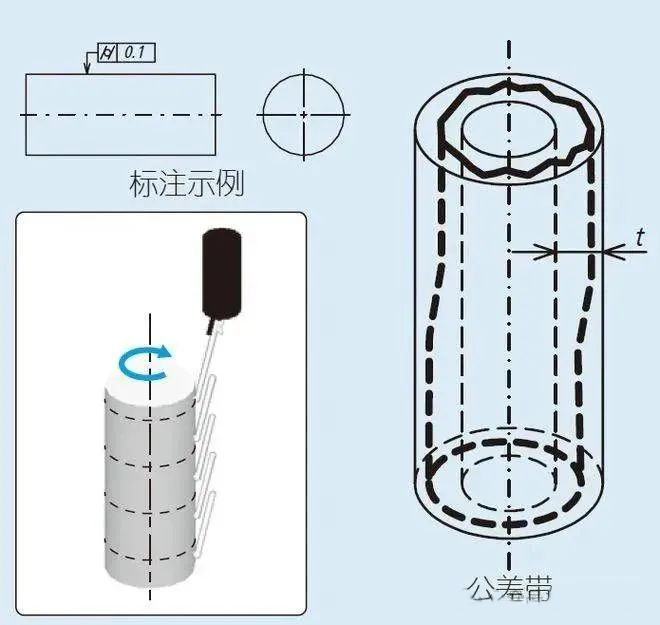
Под прямолинейностью понимается величина изменения фактической линии до идеальной прямой, которая делится на:
• Прямолинейность в заданной плоскости (например, плоскости рельсов)
• Прямолинейность в заданном направлении (например, осевая ось деталей вала)
• Пространственная прямолинейность (например, стрела робота)
2. Метод измерения
(1) Метод плоской линейки и щупа (низкая точность)
• Принцип: Используйте плоскую линейку в качестве идеальной прямой линии, а щуп измеряет расстояние между измеренной линией и плоской линейкой.
• Ограничения: подходит только для коротких рельсов (<1m),测量不确定度>0,02 мм.
(2) Метод светового зазора (средняя точность)
• Принцип: Используйте стандартный зазор (например, набор измерительных блоков) для сравнения отклонения между измеренной линией и идеальной прямой.
•Стремянка:
1. Поместите тестовый образец на мост
2. С помощью набора дозировочных блоков отрегулируйте световой зазор до стандартного значения (например, 0,02 мм)
3. Визуально определите, не вышел ли из строя фактический световой зазор
• Точность: 0,005-0,01 мм, подходит для проверки направляющих рельсов станка.
(3) Метод лазерного интерферометра (высокая точность)
• Принцип: Измерьте отклонение смещения зеркала при его движении через линейность лазерного луча.
•Стремянка:
1. Лазерная головка фиксируется, и зеркало движется вдоль измеряемой линии
2. Запишите данные о смещении и подогнайте кривую прямолинейности
3. Рассчитайте максимальное значение отклонения
• Корпус: Измерьте прямолинейность по оси X станка с ЧПУ, ход 1 мкм, разрешение измерения 0,1 мкм, результат 0,003 мм (требование допуска≤0,005 мм).
(4) Метод автоколлиматора (преобразование угла)
• Принцип: Преобразуйте ошибку прямолинейности в угловую ошибку, которая вычисляется по углу поворота зеркала.
• Применение: Измерение прямолинейности длинной направляющей (>3 м), точность ± 0,001 мм/м.
3. Измерение плоскостности: убедитесь в уплотнении и прилегании контактной поверхности
1. Определение и влияние
Плоскостность относится к величине изменения между фактической плоскостью и идеальной плоскостью, а зона допуска — это площадь между двумя параллельными плоскостями. В таких сценариях, как торцевые поверхности гидроцилиндров и поверхности фланцевых соединений, превышение плоскостности может привести к утечке или трудностям при сборке.
2. Метод измерения
(1) Метод линейки (грубое измерение)
• Принцип: использованиеЛезвие ножа прямоеИли плоская линейка находится близко к измеряемой поверхности, а о плоскостности судят по способу светопропускания.
• Ограничения: он может обнаруживать только локальные высоты и не может количественно оценить ошибки.
(2) Уровневый метод (pitch method)
• Принцип: Измерьте угол наклона измеряемой поверхности в разных положениях по уровню и рассчитайте относительную разницу высот.
•Стремянка:
1. Разделите измеренную поверхность на сетки (например, 200 мм×200 мм)
2. Уровень измеряется по точкам в направлении X/Y
3. Рассчитайте разницу высот каждой точки относительно точки отсчета
4. Ошибка плоскостности подгонки
•Формула:
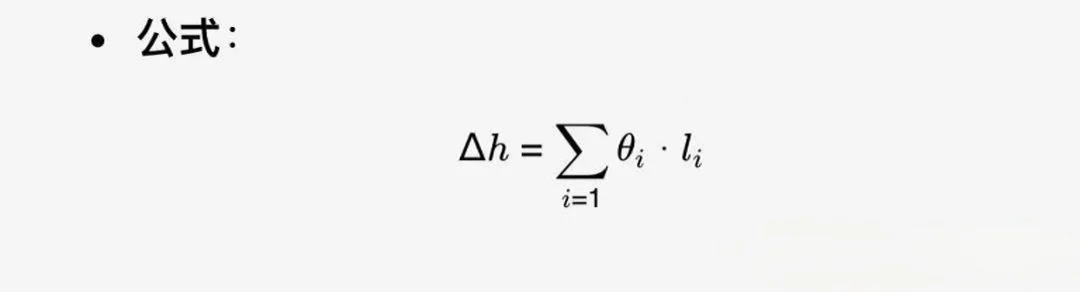
где θi — угол наклона узла, а li — шаг.
• Точность: 0,005-0,01 мм, подходит для контроля стола станка.
(3) Метод измерения координат (полное измерение изображения)
• Принцип: Зонд собирает координаты нескольких точек измеряемой поверхности, подгоняет оптимальную плоскость и вычисляет отклонение.

•Стремянка:
1. Равномерный отбор проб (расстояние между точками 5-10 мм)
2. Метод наименьших квадратов подходит к плоскости
3. Рассчитайте расстояние от каждой точки до плоскости подгонки
4. Максимальная разница расстояний равна плоскостности
• Преимущества: Он может выводить 3D-карты облаков ошибок, а погрешность измерения ≤ 0,001 мм.
(4) Оптическая плоская интерферометрия (высокая точность)
• Принцип: Используйте лазерную интерференцию для формирования полос одинаковой толщины и рассчитайте плоскостность по величине деформации полосы.
• Применение: Сверхточная обработка оптических компонентов, разрешение измерения плоскостности до 0,01 мкм.
ЧетыреИзмерение округлости: Контролирует равномерность вращающихся деталей
1. Определение и влияние
Округлость относится к величине изменения между фактической окружностью и идеальной окружностью, а полоса допуска — это площадь между двумя концентрическими окружностями в одном поперечном сечении. В таких сценариях, как дорожки качения подшипников и зубчатые кольца, ошибки округлости могут привести к повышенной вибрации, шуму и износу.
2. Метод измерения
(1) Двухточечный метод (простой)
• Принцип: Используйте микрометр для измерения разницы между максимальным и минимальным диаметром на одном и том же поперечном сечении.
• Ограничения: Он может обнаруживать только овальность и не может отражать нерегулярные деформации.
(2) Метод трех точек (улучшение)
• Принцип: Используйте V-образный блок или специальный измерительный инструмент для измерения радиального биения путем вращения тестируемого устройства.
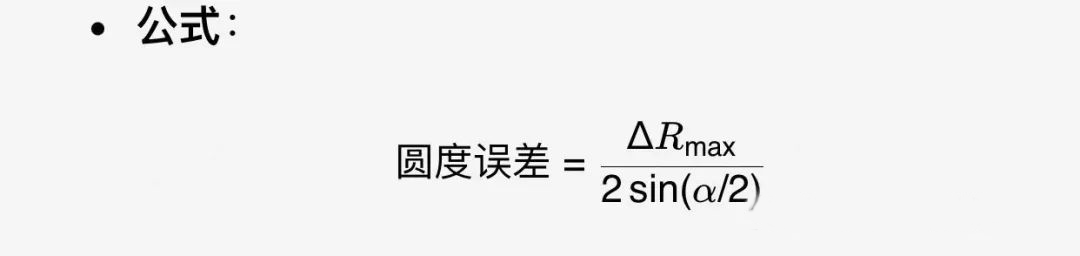
α — это угол V-образного блока (обычно 90° или 120°).
(3) Метод измерителя округлости (стандартный метод)
• Принцип: высокоточный щуп касается поверхности измеряемого круга вертикально, вращает испытуемый образец и регистрирует радиальное смещение.
•Стремянка:
1. Испытательный образец устанавливается вПоворотный верстак
2. Зонд касается поверхности и вращает ее в течение одной недели для сбора данных
3. Компьютерная настройка наименьшей площади окружности (MZC) или наименьшей квадратуры (LSC)
4. Расчет погрешности округлости (минимальный результат MZC)
• Точность: погрешность измерения ≤ 0,1 мкм, в соответствии со стандартом ISO 1101.
(4) Метод лазерного сканирования (бесконтактный)
• Принцип: Лазерный датчик смещения сканирует поверхность измеряемой окружности и подгоняет округлость с помощью данных облака точек.
• Преимущества: подходит для мягких материалов или высокотемпературных заготовок, скорость измерения > 1000 точек/секунду.
5. Комплексная прикладная и инженерная практика
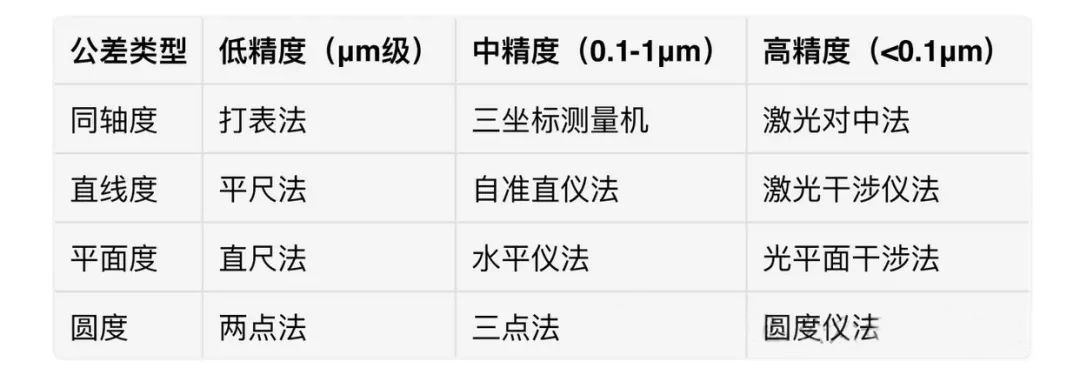
1. Принцип выбора метода измерения
2. Источник и контроль ошибок
• Факторы окружающей среды: колебания температуры (0,012 мм/м на °C, вызывающие расширение стальных деталей), постоянный контроль температуры (±1°C)
• Измерительное усилие: контактное измерение требует контроля давления щупа (например, стрелочный индикатор измеряет усилие 0,5-1,5 Н)
• Плотность выборки: для измерения округлости требуется 36 точек измерения ≥, а расстояние между точками измерения плоскостности составляет ≤ 5 мм
3. Типичный разбор кейса
Случай 1: Контроль соосности вала высокоскоростного двигателя
• Проблема: вибрация ротора превышает стандартную (амплитуда 0,05 мм)
• Осмотр: КИМ обнаружила погрешность соосности 0,015 мм (допуск 0,01 мм)
• Улучшение: оптимизирован процесс обработки (с использованием шлифовального станка с ЧПУ), повторно протестирована соосность 0,007 мм и снижена вибрация до 0,02 мм
Случай 2: Оптимизация плоскостности торцевой поверхности гидравлического цилиндра
• Проблема: утечка после сборки (плоскостность 0,03 мм)
• Обнаружение: лазерный интерферометр измеряет и показывает выступ 0,025 мм в середине торцевой поверхности
• Улучшено: добавлен процесс шлифования, плоскостность уменьшена до 0,008 мм, устранена утечка.
6. Резюме и перспективы
Измерение соосности, прямолинейности, плоскостности и округлости должно быть тщательно подобрано в соответствии с требованиями к точности, размеру заготовки и производственной партии. Будущие тенденции включают в себя:
1. Интеллектуальный: алгоритмы искусственного интеллекта автоматически определяют шаблоны ошибок (например, ошибки округленности)Трехлепестковая волна)
2. Поточное измерение: система компенсации в режиме реального времени, интегрированная в обрабатывающий центр
3. Многопараметрическое сплавление: одновременная оценка допусков формы и положения для повышения эффективности сборки
Практические рекомендации:
• Установление стандартных операционных процедур (СОП) для методов измерения
• Регулярная калибровка измерительного оборудования (рекомендуемый срок 6 месяцев)
• Статистическое управление технологическим процессом (SPC) для критических размеров
Благодаря научным измерениям и контролю качества можно значительно повысить надежность и долговечность механических изделий, заложив основу для интеллектуального производства.